電爐加熱元件的設計
 大多數工業爐的加熱元件是帶狀或線狀。圖1顯示了傳統鎳鉻合金絲加熱器的裝置、將其固定在爐頂、爐壁和爐膛內所採用的結構以及絲的設計。通常,為生產工業爐加熱器,使用直徑為 3 至 7 毫米的金屬絲。但對於工作溫度為1000℃及以上的爐子,不應取直徑小於5mm的線材。
大多數工業爐的加熱元件是帶狀或線狀。圖1顯示了傳統鎳鉻合金絲加熱器的裝置、將其固定在爐頂、爐壁和爐膛內所採用的結構以及絲的設計。通常,為生產工業爐加熱器,使用直徑為 3 至 7 毫米的金屬絲。但對於工作溫度為1000℃及以上的爐子,不應取直徑小於5mm的線材。
螺旋的螺距 h 與其直徑 D 和金屬絲直徑 d(圖 1,k)之間的比率的選擇應便於加熱器在爐中的放置,以確保其足夠的剛度同時,從它們到產品的熱傳遞不會過於復雜。
螺旋的直徑越大,螺距越厚,就越容易在爐內放置加熱器,但隨著直徑的增加,螺旋的強度會降低,並且其匝數相互重疊的趨勢會增加.另一方面,隨著繞組密度的增加,其匝數部分面對其餘產品的屏蔽效果增加,因此其表面的使用變差。
對於直徑為 3 至 7 毫米的線材,實踐已經確定了線材直徑、螺距和螺旋直徑之間的相當明確的推薦比率。這些比率如下:h> 2d 和 D = (6 ÷ 8) d 對於鎳鉻合金和強度較低的鐵-鉻-鋁合金 D = (4 ÷ 6) d。
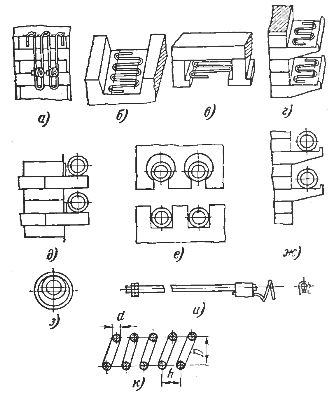
米。 1. 電熱絲:a——側壁金屬掛鉤上的鋸齒形電熱絲:b——爐膛中的鋸齒形電熱絲,c——拱頂同,d——陶瓷架上同,e——凸出磚上的螺旋線在側壁上 c 通過連接到掛鉤,f — 拱形石材和爐膛軸中的螺旋線,g — 陶瓷架上的螺旋線,h — 陶瓷管上的螺旋線,和 — 加熱絲出口,k — 符號標記帶電線的加熱器尺寸
對於較細的線材,螺旋線與線材的直徑之比,以及螺旋線的螺距,通常取大一些。這些比率適用於放置在架子上的螺旋(這樣螺旋就不會膨脹,它們必須每隔 300-500 毫米綁在嵌入砌體中的掛鉤上)和牆壁和拱頂襯裡的通道,以及拱形石頭。
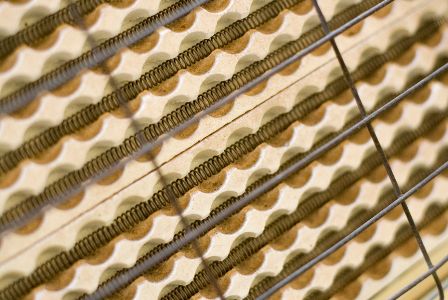
然而,最近,基於陶瓷管的螺旋加熱器變得越來越普遍(圖 2)。從輻射和功率在爐壁上的分佈來看,這種加熱器幾乎相當於自由輻射螺旋,相反,它們比通道或架子上的螺旋更有效。
另一方面,對於它們,每個彎曲都靠在管子的表面上,即使加熱時它在一定程度上下垂(獲得橢圓度),也不會降低其特性。因此,由於這種加熱器的負載比其他加熱器小,並且其中的各個匝不能彼此重疊,因此,如果有必要,它可以使螺旋直徑與導線直徑之比達到10 ,對於鐵鉻鋁合金 - 高達 8。
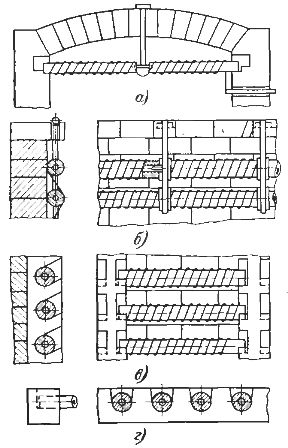
米。 2.陶瓷管上有線螺旋加熱器的設計:a——電弧加熱器,b——側壁上的管道,固定在耐熱懸架上,c——陶瓷柱凹槽中的相同,d——爐膛中的管道。
這種設計對後者特別有利,因為它允許材料自由膨脹。此外,如圖 2 所示,已經開發出陶瓷管上帶有電線的加熱器的設計,它們不僅可以安裝在爐壁上,還可以安裝在爐頂和爐膛中,在後一種情況下,加熱器可以以可移動框架的形式製成,這種框架可以很容易地插入爐中並在燒製過程中更換。不用停爐備用。
因此,在材料的使用和加熱器在爐腔中的位置方面,陶瓷管上帶有金屬絲的螺旋加熱器的設計是通用的。此類加熱器的螺旋內徑與管外徑之比可取為約1.1-1.2,管軸之間的距離為螺旋直徑的1.5-2倍。

對於電加熱器和強制空氣循環的爐子,在陶瓷管上使用螺旋加熱器是不太可取的,因為這會降低加熱器的傳熱係數,在擱板或襯里通道中使用螺旋加熱器是完全不能接受的同樣的原因(除了氣流可以沿著螺旋線,在它的軸方向上被引導的情況)。
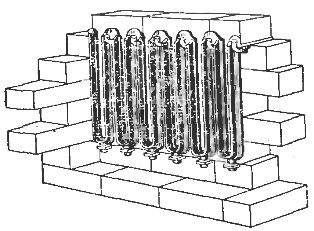
在這樣的爐子中,最好使用帶有自由吹製螺旋的結構,以一定間隔夾在絕緣體之間或與絕緣體相連(圖 3)。如果在這種結構中使用陶瓷管螺旋加熱器(在較高溫度下),則螺旋直徑與管直徑之比應增加到 1.5。
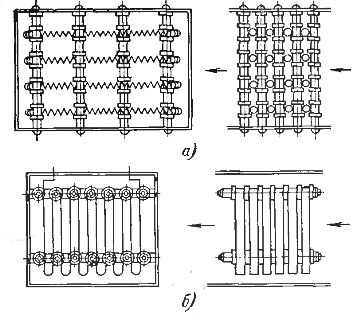
米。 3. 電加熱器的 (a) 線材和 (b) 條狀加熱元件的設計。
帶狀加熱器製成各種尺寸的之字形,並安裝在金屬(耐熱鋼或鎳鉻合金)或陶瓷掛鉤上(圖 4)。金屬掛鉤嵌入牆壁的砌體中(在磚之間的接縫或特殊磚的通道中),陶瓷掛鉤是砌體中鋪設的特殊石頭的產物。
對於下部,鋸齒形在翹曲時不會閉合,在它們之間放置墊片,墊片是放置在耐熱或嵌在磚石中的鎳鉻合金銷上的耐火粘土或鋁陶瓷襯套。襯套通過鎳鉻合金銷連接到銷上。對於陶瓷掛鉤,分離器也完全由陶瓷製成(圖 4,a)。
在圖。圖 4,h 顯示了可拆卸陶瓷掛鉤和墊片的設計。這種設計非常有用,因為它可以讓您在損壞時輕鬆更換掛鉤。
Z字形加熱器也可以安裝在陶瓷架上的爐子側壁上,但這種設計在放置在牆上的比功率和加熱器的屏蔽程度方面甚至不如線架結構方便加熱器。對此應該補充的是,陶瓷貨架通常在操作中表現不佳,因為在它們破損的情況下,為了更換損壞的貨架,有必要移動磚石(圖 4,d)。
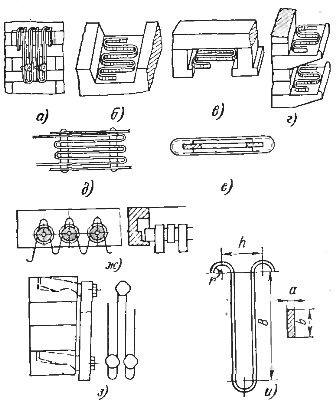
米。 4、帶狀加熱器的設計:a——金屬掛鉤側壁上的帶狀鋸齒狀加熱器,b——爐膛內的帶狀鋸齒狀加熱器。 c — 與拱頂相同,d — 與陶瓷架相同,e — 可移動高溫框架元件,f — 低溫框架元件,g — 陶瓷管上的“平波”加熱器,h — 可移動掛鉤上的鋸齒形帶加熱器,和——帶鋸齒形加熱器尺寸的符號標記。
在帶狀加熱器的拱頂或底部,它們可以裝入由特殊形狀的石頭(梁 - 圖 4,b 和 c)形成的砌體通道中。這種加熱器也可以製成可移動的框架(圖4-53,e),此外,帶有拱形拱頂,膠帶的鋸齒形可以掛在可移動的金屬掛鉤上。
在電加熱器和強制通風爐中,帶式加熱器的設計應使加熱器的表面盡可能接近,以便用氣流吹掃。這種結構的一個例子如圖 1 所示。 3、乙。
鋸齒形加熱器越厚,加熱器在烤箱中放置的時間越長,但匝數保護越大,皮帶錶面越差。因此,確定了帶狀鋸齒形加熱器的可接受尺寸,以確保其具有足夠的強度和較低的相互保護。
為此,他們試圖滿足以下比率(根據圖 4,i 的符號):b / a = 5 ÷ 20,帶材寬度與其厚度的最常見比率為 10。之字形步長 h> 1.8b ,帶材半徑圓角,避免彎曲斷裂 r>
對於工業爐中高達 1000 °C 的加熱器溫度,使用尺寸至少為 1X10 毫米的膠帶,在更高的溫度下,至少使用 2X20 毫米。
在高達 1000°C 的溫度下,鋸齒形 B 在壁上的高度可以在 150 到 400-600 毫米之間變化,但每 200 毫米需要一排墊片,即在 200-400 毫米處,一排墊片墊片,並在 400 —600 毫米 - 兩條線。在拱形和爐膛上,為了避免加熱器沉降,鋸齒形 B 的高度必須限制在 250 毫米以內。這些建議可以擴展到鐵鉻鋁合金。
對於1000~1100℃的加熱器溫度,Kh20N80和Kh20N80T合金可保留規定的極限尺寸,對於鐵鉻鋁合金,鋸齒垂直位置的尺寸B應限制在250mm,和水平位置 150 毫米。
在加熱器溫度高於 1100°C 時,唯一可接受的頂部和底部帶狀加熱器設計是陶瓷管上的平波(圖 2,g)。這種情況下鋸齒B的長度可以取75-100mm。對於側壁加熱器,可以使用帶有陶瓷掛鉤的設計,將之字形高度限制在 150 毫米以內。
近年來,曲折線加熱器得到廣泛應用。對於這些加熱器,之字形步長 h 等於 (5 ÷ 9) d。
在工作溫度超過1000℃的爐子中使用鐵鉻鋁合金時,所有可能與加熱器接觸的耐火砌體部件(陶瓷掛鉤和隔板、架子、管道、通道等)必須製成氧化鐵含量最低的高氧化鋁材料。
鋸齒形膠帶通常使用簡單的槓桿裝置手動纏繞。螺旋線在車床上緊緊地纏繞在光滑的心軸上,然後將所得螺旋線拉伸到所需的螺距。
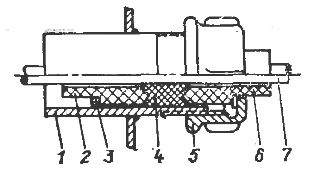
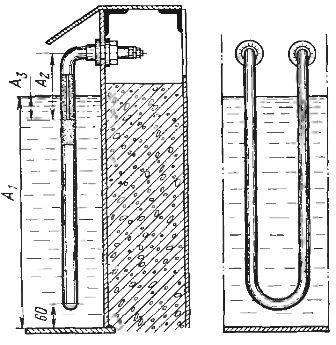
米。 5、密封加熱器出口:1——外殼,2、6——絕緣套,3——隔圈,4——石棉墊片,5——聯接螺母,7——加熱器出口。
由於從心軸上取下螺旋後,它會展開一點,增加其直徑(約 1-3 毫米),因此心軸的直徑應小於計算值。這種減少取決於材料的彈性,並且必須針對每批次通過實驗確定。在發電廠中,鋸齒形加熱器是在專用機器上生產的。
溫度高達 1000 °C 的加熱器出口由耐熱鋼、鉻鎳或鉻製成,用於更高溫度 - 合金 0X23Yu5A (EI-595)。為此,取一根線材,一根橫截面等於加熱器橫截面 3-4 倍的線材,以減少電線中的熱量釋放。出風口位於低溫區的部分,為節省昂貴的材料,可用普通碳鋼製造。線狀和帶狀加熱器的典型引線設計如圖 1 所示。 5.
在鋸齒形條帶加熱元件中,各個鋸齒形的相互屏蔽仍然相對較大,即使間距超過條帶寬度的兩倍。將加熱器設計成條帶面向產品的方式會更有利寬邊,但這需要大量焊接,因為鋼帶的每一圈都有兩個焊縫,而且加熱器設計昂貴且容易翹曲。
因此,雖然在某些情況下也使用這種加熱器,但僅限於小型爐子。與帶狀尤其是線狀加熱器相比,它們可以顯著節省材料,並允許您在相同材料消耗的情況下獲得略高的比壁面功率。
帶有鑄造邊緣的加熱器,由鎳鉻合金鑄造並掛在特殊的掛鉤上,也類似於平面加熱器(圖 6)。當然,各種加熱器只能製成大截面,因此它們要么用於大型爐子,要么需要降低電壓。它們的優點是可靠性高,使用壽命長,可達數万小時。人們普遍認為,經過適當計算和設計的鎳鉻合金加熱器應運行 6000 至 12000 小時(在電流下)。
在馬弗爐和管式爐中,線材和帶狀加熱器直接纏繞在陶瓷馬弗爐或管子上,此外,為了使線圈在加熱膨脹過程中的匝數不會減弱,也不會從它們的位置移動,陶瓷配有通道其中放置了膠帶或電線。將加熱器的線圈固定在陶瓷上的另一種方法是在陶瓷上纏繞一層耐火粘土後塗上耐火粘土。
米。 6.夏季加熱器。
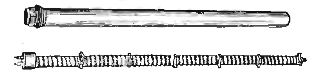
米。 7.棒管式加熱器。
在溫度高達 400-500°C 的熔爐中,加熱器的類型更多。除了帶有明線的螺旋和帶鋸齒形加熱器外,與更高溫度的爐子一樣,還有可互換的加熱元件設計,方便的是它們可以用來產生任何功率,同時在它們燒壞時,這樣元素很容易被替換。空閒的。
管狀棒狀加熱元件是一組串在耐熱棒或鋼棒上並放置在鋼管中的瓷絕緣體,一端焊接,另一端用鉛絕緣體封閉。鎳鉻合金螺旋纏繞在瓷絕緣體上,一端焊接到絕緣線,另一端焊接到中心桿。
有時管道和加熱器之間的空間充滿石英砂。這種類型的加熱器可在高達 400-500°C 的溫度下使用,耐火管可在高達 1000°C 的溫度下使用,特別適用於需要保護加熱器免受機械損壞或腐蝕性蒸汽作用的大型熔爐(圖 7)。
非常有趣的是所謂的“管狀”加熱元件(圖 8)。它們由鋼管組成,鎳鉻合金螺旋線沿鋼管的軸線焊接到加熱器末端的輸出螺栓上。螺旋和管壁之間的空間填充方鎂石,結晶氧化鎂,具有良好的電絕緣性,同時具有高導熱性。加熱元件的生產如下進行。
將纏繞在鋼棒上的鎳鉻合金螺旋嚴格軸向安裝在準備好的清潔鋼管中,將鋼管垂直固定在振動機上並填充通過磁選機的方鎂石粉末。然後將桿從管道中取出並通過鍛造機,鍛造機圍繞圓周對其進行錘擊,使其直徑減小,方鎂石變得非常緊湊。
密封的鉛絕緣體連接到管的邊緣,之後,由於方鎂石墊圈,它可以以任何方式彎曲並形成方便的形狀。在這種形式下,管狀元件可用於加熱空氣(電加熱器)、油、硝酸鹽,甚至可以熔化錫、鉛、巴氏合金等低熔點金屬。在後一種情況下,為了避免金屬管壁的快速腐蝕,它預先填充了鑄鐵,形成一個塊狀板,內部有一個管狀加熱元件。
米。 8. 管狀加熱器。
硝石浴中使用管式加熱器是非常可取的,因為與外部加熱的浴相比,它減少了能源消耗的減少,提高了浴的安全性,並大量節省了鎳鉻合金。然而,為了在硝酸鹽中令人滿意地運行,特別是在 500°C 及以上的溫度下,有必要為管子製作雙層護套,在準備好的加熱器上放置第二個耐熱的鎳管。
當用於電加熱器時,它們帶有翅片以增加向空氣的熱傳遞。
管式加熱器在家用加熱設備的生產中非常普遍。
管式加熱器的功率從幾百瓦到幾千瓦不等。
我們行業製造的管式加熱器的數據可在目錄中找到。