焊接電源參數
 焊接電流源必須保證電弧的穩定燃燒、焊接方式的穩定和裝置的安全維護。通過正確選擇電源參數來滿足這些要求:空載電壓、外部特性、焊接電流調節方法。
焊接電流源必須保證電弧的穩定燃燒、焊接方式的穩定和裝置的安全維護。通過正確選擇電源參數來滿足這些要求:空載電壓、外部特性、焊接電流調節方法。
開路電壓的選擇基於可靠的電弧放電和使用安全性。提高電壓更容易引弧,但同時也增加了焊工受傷的危險。此外,交流電源(焊接變壓器)的開路電壓升高,導致勵磁電流增大,cosφ減小。
引弧電壓交流為50—55V,因此開路電壓不能低於此值。 U® 值的上限受安全條件限制,為 60 — 75 V,對於 2000 A 焊接變壓器不應超過 90 V。直流電弧發生在較低的電壓下,大約 30 - 40 V。直流電源電流的開路電壓在 45 - 90 V 範圍內。
電氣產品(裝置)的外部特性——電氣產品(裝置)端子處的電壓對流經連接到這些端子的負載的電流的依賴性。 (GOST 18311-80)。
焊接電源的一個外部特性是其輸出端子 Un 上的電壓依賴於 安培數 加載

根據這種依賴性的性質,外部特徵可以是(圖 1):
1)跌倒,
2)困難,
3)增加。
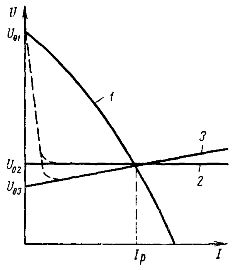
米。 1、電弧電源外特性類型:1——下降,2——穩定,3——上升。
電弧和電源組成一個系統,如果電流強度的隨機變化隨時間減小,則係統將處於穩定平衡狀態,即係統將回到初始狀態。
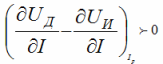
靜態模式穩定的條件簡化為電壓相對於電流的導數與電弧的靜態特性和工作點的電源之間的差異為正
如果具有下降電弧特性,則電源的外部特性將更多地下降並且具有上升電弧特性,則電源的外部特性將更少上升,則滿足條件。
圖2為電源1和電弧2的組合壓降特性,在電極接觸工件的瞬間,短路電流流過a點對應的焊接迴路。當電極撤出時,產生電弧,電壓沿曲線1增加到b點,對應電弧穩定燃燒。
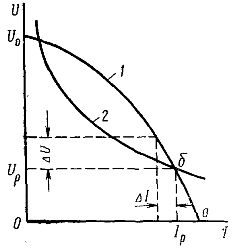
米。 2. 結合外部電源特性(1)和電弧電流-電壓特性(2)。
下降外特性用於手焊機,在改變電弧長度時需要保證電弧的穩定性和焊接電流變化小。由於電弧長度變化一定量 ΔU(圖 2)導致的電壓變化導致焊接電流輕微變化 ΔAz。
下降外特性提供短路電流的小倍數,不應超過 1.4。在高短路電流下,電源會經歷較大的過載,並且焊接質量和使用安全性會因金屬飛濺而惡化。
具有固態和遞增特性的源用於埋弧焊和保護氣體(氬氣、二氧化碳)。
在大多數情況下,電源的下降外特性更為合適。在焊接電源中,它是由電源本身或焊接電路中包含的單獨電阻中的電壓降產生的。
在一般情況下,外部特徵方程是非線性的,具有以下形式
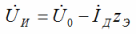
式中 Uo——電源的開路電壓,zd——電源加上附加電阻的總等效電阻,Azd——電弧電流。

焊接不同厚度的零件時需要調節焊接電流。為此,電源配備了用於逐步或平滑調整焊接電流的裝置,這提供了在不同特性下運行的可能性(圖 3)。
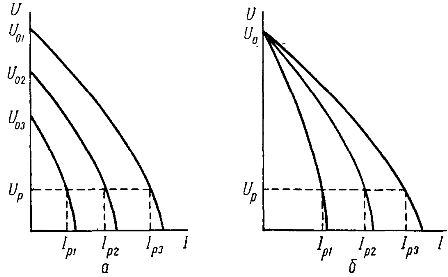
米。 3、調節焊接電流時電弧能源的外特性:a——通過改變開路電壓Uo,b——改變等效電阻ze。
週期模式下工作的焊接電源的工作模式的特點是 PR 的相對持續時間,它是整個工作循環持續時間中負載下連續運行時間的一部分。
PR 通常以百分比表示
式中 τp——負載下連續運行時間,τn——暫停時間,τc 為工作循環時間。
如果電源在休息期間從網絡斷開,他們不會談論 PR 的持續時間,而是 PV 激活的持續時間,這與運行持續時間 (PR) 的確定方式相同。
PR 的相對持續時間是電源的護照參數,在選擇電源及其操作時必須考慮到這一點。超過相對於護照的 PR 會導致焊接設備過熱和損壞。
當電源在額定模式下工作時,允許電流由比率決定
其中索引 «n» 指的是標稱參數,而 «d» 指的是實際模式參數。在連續模式下 PR = 100%。