電接點加熱器
 電阻電接觸加熱用於磨損零件修復中的加熱、接觸焊接、層壓和加熱管道。
電阻電接觸加熱用於磨損零件修復中的加熱、接觸焊接、層壓和加熱管道。
通過加熱,它被用作加熱零件及其後續壓力處理或熱處理的細節的主要方法,以及與半成品或成品零件生產中的其他操作相結合的工藝加熱的組成部分。通過加熱,電能在電路中的零件或細節中直接轉化為熱能。直流電和交流電一般都可以用來加熱。
在電氣接觸裝置中,交流電被廣泛使用,因為在幾伏電壓下加熱所需的數千和數万安培的電流只有借助交流變壓器才能最容易地獲得。零件或零件的電接觸加熱裝置分為單位和多位(圖1)。
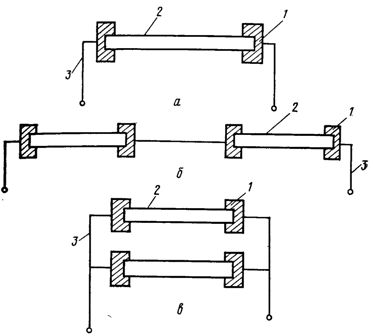
米。 1. 單位置 (a) 和多位置裝置的方案,串聯 (b) 和並聯 (c) 在電路中包含詳細信息: 1 - 用於電流電流的夾緊觸點; 2 — 加熱細節; 3 — 電源線。
根據所需的加熱速率和工藝線的生產率,使用一種或另一種方案。出於技術和經濟原因,最有利的是使用將加熱工件串聯連接到電路的近位定位方案,因為在這種情況下,加熱工件的任何給定輸送速度都通過逐漸升高其溫度來確保通過將細節從一個位置移動到另一個位置來達到預定值。
無論將被加熱部件納入電路的方案如何,載流觸點與被加熱工件接觸點處的電流負荷對電觸頭裝置的工藝、電氣和技術經濟指標都有很大影響.通過對觸點進行冷卻和加壓,以及使用帶有徑向和端部觸點的夾具,可以降低電流負載。
維修企業可採用單相和三相電接觸裝置。三相安裝比具有相同性能的單位置單相安裝更有效,因為它們在供電網絡的相位上提供了均勻的負載並減少了每相的電流負載。
根據具體情況選擇電接點加熱和加熱裝置。
電接點加熱裝置的主要電氣特性
為每個電觸點安裝確定以下設計參數:
-
電源變壓器電源,
-
次級電路中所需的電流,
-
加熱零件或工件上的應力,
-
效率
-
功率因數。
用於計算電接觸安裝的初始數據是:
-
材料類,
-
加熱部件的質量及其幾何尺寸
-
電源電壓,
-
加熱時間和溫度。
單位置設備電源變壓器的視在功率 V ∙ A:

其中 kz = 1.1 ...1.3 — 安全係數; F——有用熱流; ηtotal——裝置的總效率:ηe——電效率; ηt——熱效率; ηtr——電力變壓器效率。
當工件被加熱到高於磁轉換點的溫度時,二次迴路中的電流強度 A
式中ρ為工件材料的密度,kg/m3; ΔT=T2—T1為工件加熱的最終T2與初始T1溫度之差,K; σ2——工件的橫截面積,m2。
加熱時間取決於工件的直徑以及沿長度和橫截面的溫差。根據工藝條件,加熱工件的內層和表層之間的溫差不應超過 ΔТП = 100 K。參考文獻中給出了確定加熱時間的計算和實驗圖形依賴性。
在實際計算中,直徑為 d2 = 0.02 … 0, l m s ΔTP = 100 K 的圓柱坯料的加熱時間 s 可由經驗公式確定

如果工件被加熱到低於磁轉換點的溫度,那麼在確定二次迴路中的電流時,需要考慮表面效應,其影響程度取決於磁導率。
對於電接觸加熱,建立電流 I2、工件的相對磁導率 μr2 及其直徑之間關係的經驗依賴性具有以下形式
在實際計算中,通常給它們不同的μr2值,電流強度I2由公式確定。從給定公式 (2) 和 (4) 中得出的相同安培數值將是給定時間點的所需值。根據 I2 和 Z2 的計算值,次級電路中的電壓 V 由下式給出

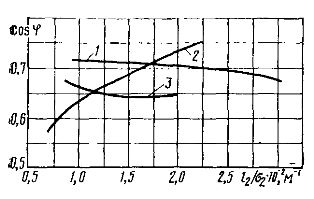
米。 2. 電接觸裝置的 cosφ 與 l2 / σ2 比值的相關性:1 — 對於兩個坯件可變加熱的雙位置安裝; 2 — 用於同時加熱兩個槍託的雙位安裝; 3 — 用於單位置安裝。
在確定電接觸裝置的主要電氣特性時,需要考慮零件的物理參數和裝置的電氣參數在加熱過程中發生的變化。導體的比熱 cm 和電阻率 ρт 隨溫度而變化,而 cosφ、η 和 t - 取決於溫度、安裝的結構和技術類型以及加熱位置的數量。
根據圖形實驗相關性(圖 2、3),cosφ 和 ηtotal 取決於工件長度 l2 與 σ2 的比率。將S、l2、U2所需的值代入式(1)、(2)、(4)、(5)中變量的相應值即可得到。在實際計算中,通常將cm、ρt、η、t和cosφ的平均值代入公式,確定在假定的加熱溫度區間內的功率、電流或電壓的平均值。
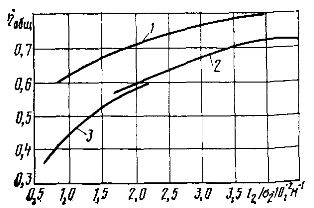
米。 3. 電接觸裝置的整體效率對 l2 / σ2 比率的依賴性: 1 — 對於兩個工件可變加熱的雙位置安裝; 2 — 用於同時加熱兩個工件的雙工位安裝; 3 — 用於單位置安裝。
電接觸裝置的電力變壓器以周期性模式工作,其特徵在於接通的相對持續時間
式中 tn 為毛坯加熱時間,s; t3——貨物卸載和運輸作業的時間,秒。
考慮到 εx,電源變壓器的總額定功率 kVA 由下式確定
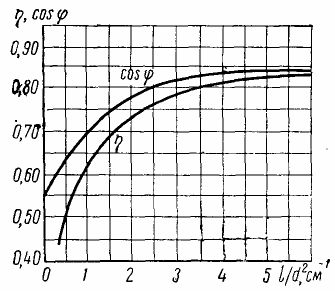
米。 4. 電接觸加熱裝置的效率和功率因數對部件尺寸的依賴性