焊接發電機
 焊接發電機是焊接轉換器和焊接單元的一部分。
焊接發電機是焊接轉換器和焊接單元的一部分。
一種焊接變流器,包括驅動三相電動機、直流焊接發電機和焊接電流控制裝置。
一種焊機,包括內燃機、直流焊接發電機和焊接電流控制裝置。
焊接發電機 它們按歧管和閥門設計以及自勵和獨立勵磁發電機的工作原理劃分。
用於電焊轉爐的獨立勵磁集電極焊發電機,我國已於20世紀90年代停產,但部分單位仍在運行。
其他類型的發電機目前是焊機的一部分。
焊接用集電發電機
集電發電機是直流電機,包含一個帶有磁極和繞組的定子,以及一個帶有繞組的轉子,轉子的末端通向集電板。
當轉子旋轉時,其繞組的匝數穿過磁場的力線並在其中 電磁場誘導.
石墨刷與集電板進行活動接觸。機器的電刷位於收集器的電氣(幾何)中性點上,其中 EMF 會改變其方向。如果將電刷從中性線移開,發電機的電壓將降低,線圈的切換將在電壓下發生,這在負載下的焊接發電機中會導致集電器因電弧而迅速熔化。
焊接發電機電刷上的電動勢是成正比的 磁通量由磁極 E2 = cF 產生,其中 F 是磁通量; c 是發電機的常數,由其設計決定,並取決於極對數、電樞繞組的匝數、電樞的旋轉速度。
發電機帶載輸出電壓U2=E2—JсвRr,式中U2——發電機帶載輸出端電壓; Jw——焊接電流; Rg 是發電機中電樞部分和電刷觸點的總電阻。
因此,這種發電機的外部靜態特性略有下降。為了在集熱發電機中獲得急劇下降的外部靜態特性,應用了機器內部退磁的原理,該原理由定子退磁線圈提供。如果需要獲得剛性的外部靜態特性,則使用磁化定子繞組。
帶消磁線圈的自激焊接發電機
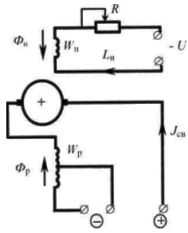
米。圖 1 帶獨立勵磁和退磁線圈的焊接發電機示意圖
這種發電機的一個顯著特點是兩個磁線圈位於磁極上。一個(充磁)由外部電源(獨立勵磁)供電,而另一個(退磁)用於焊接電流。
消磁線圈作為與電弧串聯的電阻,提供發電機的下垂特性,分流時分步調節電流。
運行中消磁線圈的所有匝都包含在低電流階段,部分匝包含在高電流階段。
 焊接電流的平滑調節是通過改變開路電壓來實現的,為此在線圈磁化電路中使用了變阻器R。電阻 R 的增加導致磁化電流的減少,磁化磁通 Fn 的減少,發電機的開路電壓,最終導致焊接電流的減少。
焊接電流的平滑調節是通過改變開路電壓來實現的,為此在線圈磁化電路中使用了變阻器R。電阻 R 的增加導致磁化電流的減少,磁化磁通 Fn 的減少,發電機的開路電壓,最終導致焊接電流的減少。
發電機僅在沿一個方向旋轉時提供下降的外部靜態特性,如外殼上的箭頭所示。對於焊接轉換器,有必要在怠速焊接之前檢查電動機的正確旋轉方向。
帶消磁線圈的自啟動焊接發電機
這種類型的發電機之間的主要區別在於磁場線圈不是由外部電源供電,而是由發電機本身供電。因此,它們被稱為自激發電機。
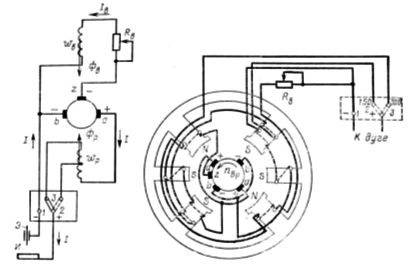
米。 2. 四極自激發電機磁系示意圖及佈置
在集電焊發電機中,除了主極和線圈外,還有兩個附加極,在這兩個附加極上沿匝放置一個附加串聯線圈。這對於補償電樞反應產生的磁通量以及在負載變化時保持機器的電中性位置是必要的。
自激式發電機要正常工作,要求施加在勵磁線圈上的電壓在焊接過程中不發生變化,即不依賴於焊接模式。為此,發電機中安裝了第三個附加電刷,位於兩個主電刷之間。
事實證明,為磁化線圈提供的電壓與焊接電流無關。發電機的下降特性是由於退磁線圈的退磁作用而提供的,它發生在極的後半部分。
 自激焊發電機的一個特點是只有當電樞沿定子端蓋上箭頭所指的一個方向旋轉時才能啟動。這是因為發電機在啟動時的初始勵磁是由於磁極的剩餘磁化。
自激焊發電機的一個特點是只有當電樞沿定子端蓋上箭頭所指的一個方向旋轉時才能啟動。這是因為發電機在啟動時的初始勵磁是由於磁極的剩餘磁化。
當電樞反向旋轉時,勵磁線圈中會流過反向電流,勵磁線圈在某一時刻隨著磁場的增加而補償磁極的剩磁,即兩極下方的總磁通量將為零。在這種情況下,為了對發電機進行勵磁,需要將勵磁線圈臨時接入一個獨立的直流電源。
閥門焊接發電機
這種類型的焊接發電機出現在20世紀70年代中期,隨著功率矽閥的生產發展。在這些發電機中,校正電流而不是集電極的功能是由半導體整流器執行的,發電機的交流電壓被提供給半導體整流器。
在焊接裝置中,使用三種類型的交流發電機結構的發電機:感應式、同步式和異步式。在俄羅斯,焊接設備生產有自勵磁、獨立勵磁和混合感應勵磁發電機。
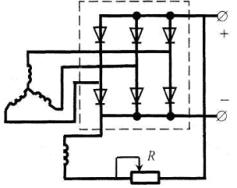
米。 3. 自激閥發生器原理圖
在感應發電機中,固定勵磁線圈由直流供電,但它產生的磁通量本質上是可變的。當轉子和定子齒重合時它最大,當磁通路徑中的磁阻最小時,當轉子和定子腔重合時它最小。因此,由該磁通感應的電動勢也是可變的。
三個偏移120°的工作繞組位於定子上,因此在發電機輸出端產生三相交流電壓。發電機的下降特性是由於發電機本身的電感電阻大而獲得的。勵磁電路中的變阻器用於平滑調節焊接電流。
沒有滑動觸點(在電刷和收集器之間)使該發電機在運行中更加可靠。此外,它比集熱發電機具有更高的效率、更輕的重量和尺寸。
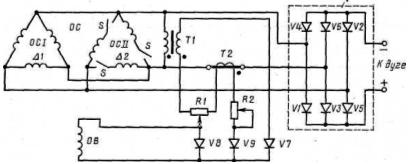
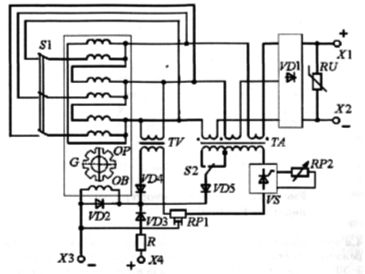
米。 4. GD-312型自勵閥式焊接發電機示意圖
為確保空載運行,勵磁線圈由電壓互感器供電,短路模式下由電流互感器供電。在負載模式下 - 焊接 - 將與輸出電壓部分成正比並與電流成正比的混合控制信號施加到勵磁線圈。閥門發生器以 GD-312 品牌製造,作為 ADB 塊的一部分用於手工金屬焊接。
米。 5、電焊發電機GD-4006原理圖
在俄羅斯,生產了幾種設計的多工位裝置,其工位數量從 2 倍到 4 倍不等。市場上有多種焊接或焊接和等離子切割方法的通用裝置。特別是 ADDU-4001PR 模塊。
人工 VSH 單元 ADDU-4001PR 的形成由具有微處理器控制的晶閘管電源單元提供。在 Vantage 500 裝置等裝置中使用變頻電源裝置提供了更廣泛的技術可能性。