缺陷的磁性檢測:缺陷儀的工作原理和應用、方案和裝置
磁性或磁粉缺陷檢測方法用於分析鐵磁性零件是否存在表面裂紋或空隙等缺陷,以及位於金屬表面附近的外來夾雜物。
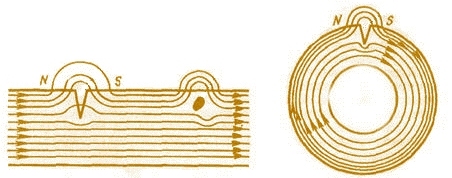
磁性缺陷檢測方法的本質是將散射磁場固定在零件內部靠近缺陷處的表面,而磁通量則通過零件。由於在缺陷現場 磁導率 突然變化,然後磁力線似乎在缺陷位置周圍彎曲,從而給出了它的位置。
表面缺陷或位於表面以下最多 2 毫米深度的缺陷將磁場線“推”到零件表面之外,並在該位置形成局部散射磁場。
使用鐵磁粉末有助於固定散射場,因為出現在缺陷邊緣的磁極會吸引其粒子。形成的沉澱物呈脈狀,比缺陷的尺寸大很多倍。根據所施加磁場的強度以及缺陷的形狀和大小,從其位置形成某種形式的沉澱物。
穿過遇到缺陷(例如裂紋或外殼)的工件的磁通量會改變其大小,因為 材料的磁導率 這個地方與其他地方不同,因此灰塵在磁化過程中沉積在缺陷區域的邊緣。
磁鐵礦或氧化鐵Fe2O3粉末用作磁粉。第一個是深色,用於分析淺色零件,第二個是棕紅色,用於檢測表面深色零件的缺陷。
粉末非常細,其粒度為 5 至 10 微米。基於煤油或變壓器油的懸浮液,每 1 升液體中粉末的比例為 30-50 克,可以成功傳導磁性缺陷。
由於缺陷可能以不同的方式位於零件內部,因此磁化以不同的方式完成。要清楚地識別位於垂直於工件表面或角度不超過 25° 的裂紋,請使用通電線圈磁帶中的零件磁化或將零件放在兩極之間 強力永磁體或電磁鐵.
如果缺陷位於與表面成更銳角的位置,即幾乎沿著縱軸,則可以通過橫向或圓形磁化清楚地識別它,其中磁場線形成閉合的同心圓,為此電流通過直接穿過零件或通過插入待測零件孔中的非磁性金屬棒。
為了檢測不同方向的缺陷,使用組合磁化,其中兩個磁場同時垂直作用:橫向和縱向(極);循環磁化電流也通過放置在電流線圈中的部分。
由於組合磁化,磁力線形成一種彎曲,可以檢測零件內部不同方向的缺陷,靠近其表面。複合磁化採用外加磁場,外加磁場和剩磁磁場均採用磁極和圓磁化。
使用外加磁場可以檢測許多鋼等軟磁材料製成的零件中的缺陷,而剩磁適用於高碳鋼和合金鋼等硬磁材料。
檢測到缺陷後,零件被消磁 交變磁場…因此,直流電直接用於缺陷檢測過程,交流電用於退磁。磁性缺陷鏡可以檢測距離被檢零件表面不超過 7 毫米的缺陷。
要對由有色金屬和黑色金屬製成的零件進行磁性缺陷,在施加的磁場中所需的磁化電流值與直徑成比例計算:I = 7D,其中 D 是以毫米為單位的零件直徑,我是電流的強度。對於剩磁區的分析:I = 19D。

PMD-70 型便攜式探傷儀廣泛應用於工業領域。
這是一個通用的探傷儀。它包括一個電源部分,包括一個 220V 至 6V 的降壓變壓器,功率為 7 kW,以及 自耦變壓器 另一台變壓器220V至36V,來自開關、測量、控制和信號裝置,來自磁化部分,包括動觸頭、接觸墊、遠動觸頭和線圈,來自漿槽。
當開關 B 閉合時,電流通過觸點 K1 和 K2 提供給 AT 自耦變壓器。自耦變壓器 AT 為降壓變壓器 T1 提供 220V 至 6V 的電壓,從次級繞組的整流電壓提供給夾緊磁化觸頭 H、手動觸頭 P 和安裝在夾緊觸頭中的線圈。
由於變壓器T2與自耦變壓器並聯,那麼當開關B閉合時,電流也會流過變壓器T2的初級繞組。信號燈CL1表示設備已聯網,信號燈CL2表示電源變壓器T1也已接通。開關 P 有兩個可能的位置:位置 1 — 長期磁化以檢測外加磁場中的缺陷,位置 2 — 剩餘磁場中的瞬時磁化。
根據PMD-70探傷儀方案:
B——分組開關,K1、K2——磁力啟動器觸點,RP1、RP2——觸點,P——開關,AT——自耦變壓器,T1、T2——降壓變壓器,KP——磁力啟動器控制線圈,KR——中間繼電器線圈,VM——磁性開關,SL1和SL2——信號燈,R——手動充磁觸點,H——充磁鉗觸點,M——微動開關,A——電流表,Z——電鈴,D——二極管。
當開關 P 處於位置 1 時,微動開關 M 閉合,磁力啟動器 KP 的控制線圈連接到變壓器 T1,變壓器 T1 的次級繞組為其供電,中間繼電器 RP1 的觸點。電路結果是閉合的。啟動裝置使觸點 K1 和 K2 閉合,功率部分和磁化裝置通過它獲得功率。
當開關 P 處於位置 2 時,中間繼電器 KR 的線圈與啟動器線圈並聯導通。當微動開關閉合時,短路觸點閉合,使中間繼電器吸合,RP2觸點閉合,RP1觸點斷開,磁力啟動器斷開,K1、K2觸點斷開。該過程需要 0.3 秒。在微動開關閉合之前,繼電器將保持關閉狀態,因為短路觸點會阻塞 RP2 觸點。打開微動開關後,系統恢復到原來的狀態。
充磁裝置的電流可以用AT自耦變壓器調節,調節電流值0~5kA,充磁時鈴鐺發出3聲。如果勵磁電流連續流動,則信號將連續,SL2 信號燈將以相同模式工作。在短時間供電的情況下,鈴和燈也會短時間工作。