什麼是可編程邏輯控制器
控制器 (出自英文Control)——控制。自動化系統中的控制器是一種技術工具,它使用從傳感器接收並顯示在終端設備上的信息,根據定義的算法執行控制物理過程的功能。任何可以自動運行的設備都包含一個控制控制器——一個定義設備運行邏輯的模塊。
可編程邏輯控制器 (PLC) ——用於自動化技術過程的技術手段。它是一種實時工作的電子專用設備。
PLC 可以進行數字編程,因此很容易適應特定過程的要求。隨著對現代機器和生產過程的需求不斷增加,PLC 自動化解決方案已成為日常工業生產中不可或缺的一部分。
PLC的主要運行方式是長期自主使用,經常在惡劣的環境條件下,無需大修,無需人為乾預。PLC 通常用於控制順序過程,使用輸入和輸出來確定對象的狀態並發出控制動作。

可編程邏輯控制器非常適合對各種應用、機器、系統和過程進行單獨控製或數字電源管理。
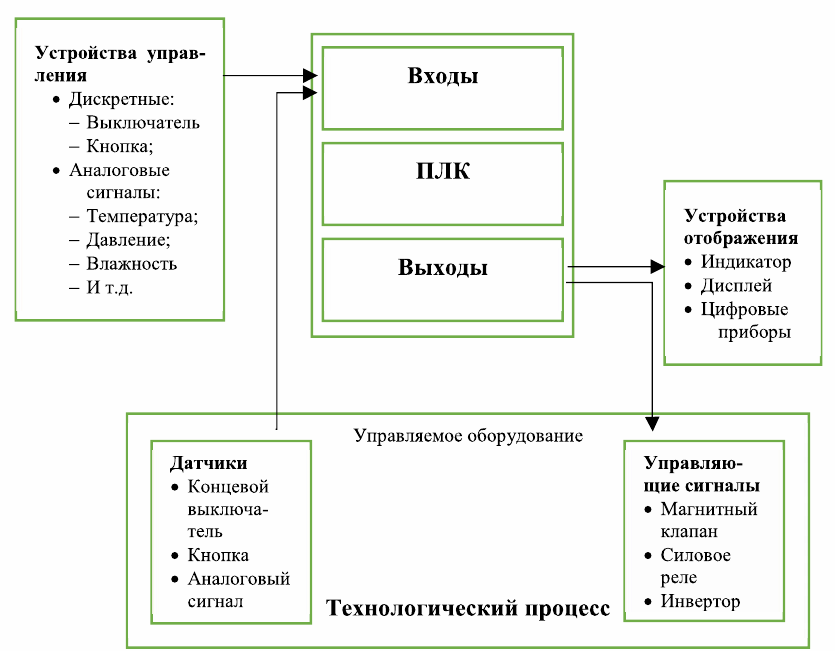
可編程邏輯控制器是一種微處理器設備,設計用於收集、轉換、處理、存儲信息和生成控制命令,具有有限數量的輸入和輸出、傳感器、開關、執行器連接到它們的控制對象,並設計用於在實時模式。

一個典型的PLC由以下部分組成:
- 例如,按鈕、光柵或溫度傳感器通過輸入連接到控制單元。由於這些組件,PLC 系統可以監控機器的當前狀態。
- 輸出連接到諸如電動機、PLC 用來控制特定機器的液壓閥等設備。
- 用戶程序 — PLC 軟件,根據輸入的激活提供輸出切換。
- 通信接口用於將PLC連接到其他系統。
- PLC 還包括自己的電源、CPU 和內部總線。
目前使用的繼電器-觸點控制系統具有可靠性低、觸點開路等特點。使用可編程邏輯控制器 (PLC) 實現本地控制系統的自動化是最有效的。
隨著時間的推移,PLC 不斷發展並適應工業環境中的特定需求。PLC 功能具有許多優點:由於其靈活性,它們可用於各種行業。可以隨時更改設置,而不會影響設備本身的運行。
只有用於控制、監視和調節生產機器性能的單獨可編程設備才能滿足現代工業的高要求。
PLC 通常可以直接安裝在生產機器上。這節省了必要的空間。除了能夠遠程控制 PLC 之外,其最大的優勢之一是其通信能力。
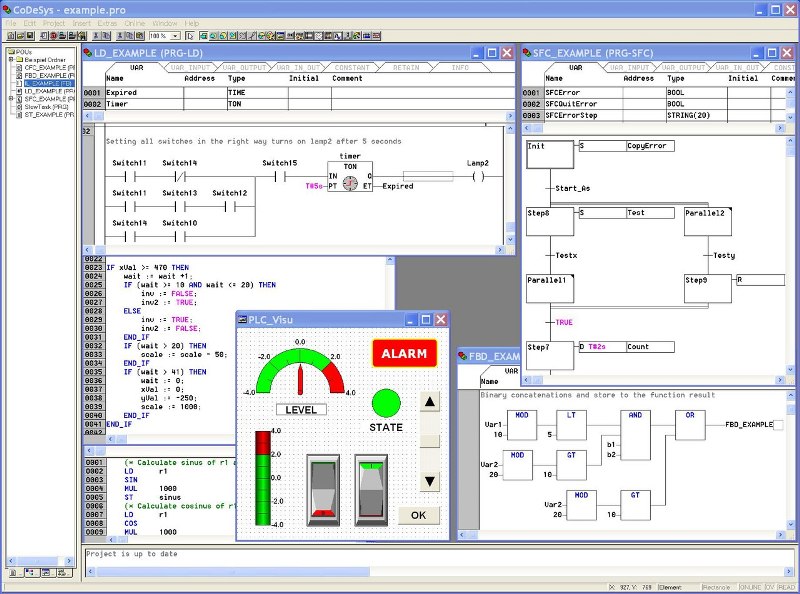
PLC 的編程符合 IEC-61131-3 標準。 PLC 是在專用複合體的幫助下進行編程的,其中最流行的一種是 CoDeSys。它包括以下語言:圖形(條形圖、功能塊圖、順序功能圖、連續功能圖)、文本(指令列表、結構化文本)。

世界上第一個可編程邏輯控制器出現在20世紀中葉。 Modicon 084 是一個帶有一組互連繼電器和触點的機櫃,它的內存只有 4 KB。 PLC 一詞是 Allen-Bradley 於 1971 年創造的。他與 Richard Morley 一起被稱為“PLC 之父”。
這些系統中的第一個歸功於兩位技術人員,Richard E. Morley 和 Odo J.奮鬥者。當 Morley 在 1969 年將他的 Modicon 084 系統作為“半導體半導體計算機”推出時,Odo J. Struger 幫助威斯康星州的 Allen-Bradley 開發了 PLC。兩位工程師都被認為是第一個可編程邏輯控制器 (PLC) 的創造者。隨著時間的推移,全球對生產環境的需求不斷增長。因此,PLC 得到了發展,並以多種版本投入使用。
— 電氣工程師 Yakov Kuznetsov
可編程邏輯控制器的結構:
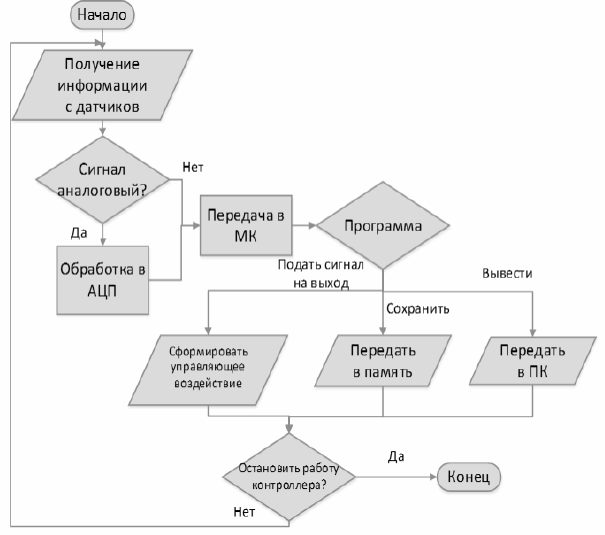
PLC工作算法:
PLC 的主要運行模式是其長期自主使用,通常在惡劣的環境條件下,無需大修,幾乎無需人為乾預。
PLC 具有許多區別於機械工程中使用的其他電子設備的特徵:
-
與微控制器(單片機)(一種設計用於控制電子設備的微電路)不同,PLC 通常用於製造工廠環境中的自動化工業生產過程;
-
與計算機不同,PLC 專注於通過複雜的傳感信號輸入和信號輸出到執行器來與機器單元一起工作,專注於決策制定和操作員控制;
-
與嵌入式系統不同,PLC 是作為獨立產品製造的,與它們控制的設備分開。
-
存在更多的邏輯操作以及設置定時器和計數器的能力。
-
與現代計算機上的大多數高級編程語言不同,所有 PLC 編程語言都可以輕鬆訪問機器字中的位操作。
根據要解決的自動化任務的複雜程度,PLC 的複雜程度各不相同。
PLC 的基本操作對應於特定單元(機械、電氣、液壓、氣動和電子)邏輯電路的組合控制。
在控製過程中,控制器根據從傳感器或上位設備接收到的信號的處理結果,產生輸出信號(開—關)來控制執行器(電動機、閥門、螺線管和閥門)。
現代可編程控制器還執行其他操作,例如結合計數器和間隔定時器的功能,以及處理信號延遲。
中高級可編程邏輯控制器通常內置運動控制硬件和軟件,特別是高速計數器模塊、定位模塊等,可以較容易地實現運動控制功能,並提供高精度定位。
從結構上講,PLC 適合在典型的工業條件下運行,同時考慮了污染環境、信號電平、耐熱性和耐濕性、電源的不可靠性以及機械衝擊和振動。為此,硬件部分被封裝在一個堅固的外殼中,以最大限度地減少許多生產因素的負面影響。

PLC 和繼電器控制電路之間的主要區別是使用程序實現的算法。單個控制器可以實現相當於數千個硬邏輯元件的電路。此外,電路的可靠性不取決於其複雜性。
可編程邏輯控制器傳統上在自動化工廠控制系統 (ACS) 的底部運行——與製造技術直接相關的系統。
PLC 通常是構建控制系統的第一步。這是因為自動化機器或工廠的需求總是最明顯的。它產生了快速的經濟效果,提高了生產質量,避免了體力勞動和日常工作。根據定義,PLC 就是為這項工作而構建的。
PLC 的主要優點是小型機構可以取代大量的機電繼電器,以及快速掃描時間、緊湊的 I/O 系統、標準化的編程工具和允許非標準自動化設備直接連接的特殊接口控制器或將不同的設備組合成一個單一的控制系統。
如何選擇合適的PLC
在任何工業企業中創建工藝參數自動控制系統時,選擇可編程控制器都是一項重要而艱鉅的任務。
選擇它時,有必要考慮和評估大量因素。通過結合自動控制特定對象的技術要求與現代可編程邏輯控制器的比較分析,您可以做出正確的決定。
PLC分類:
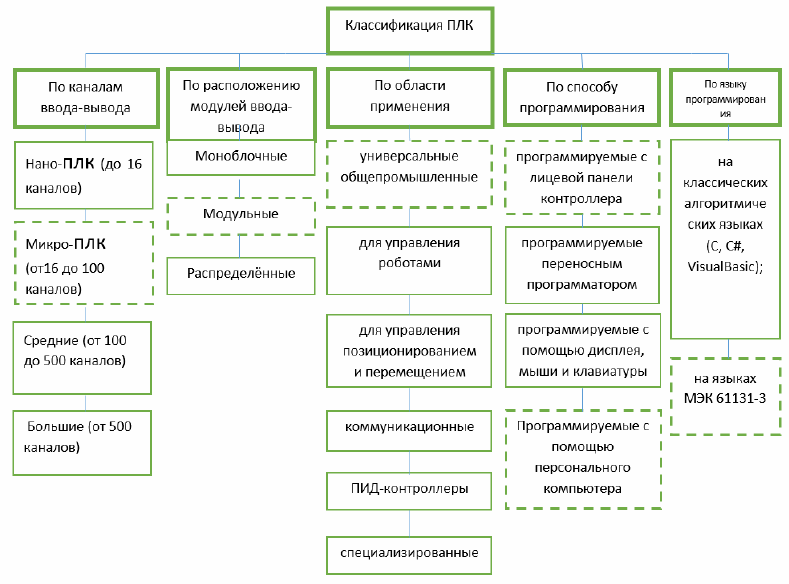
購買 PLC 時,第一步是仔細考慮適合用途的類型。
經典 PLC 是通常可以使用計算機進行編程的模塊。之後,不再需要計算機來操作PLC本身。原則上,必須區分模塊化、緊湊型和插槽式 PLC。
緊湊型 PLC 通常更便宜並且佔用更少的空間。之後主要用於小型自動化流程。
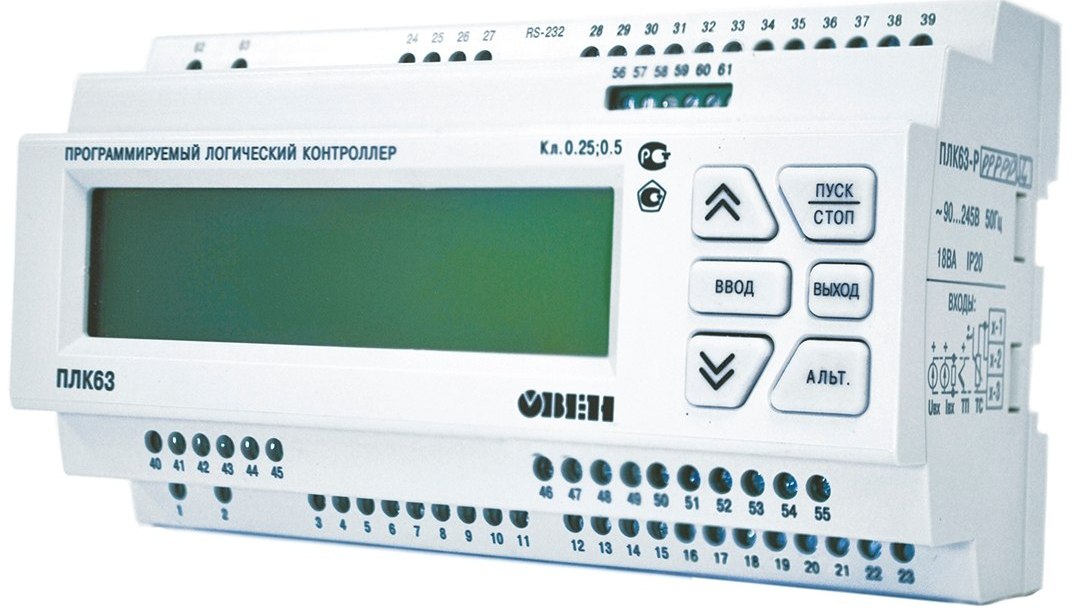
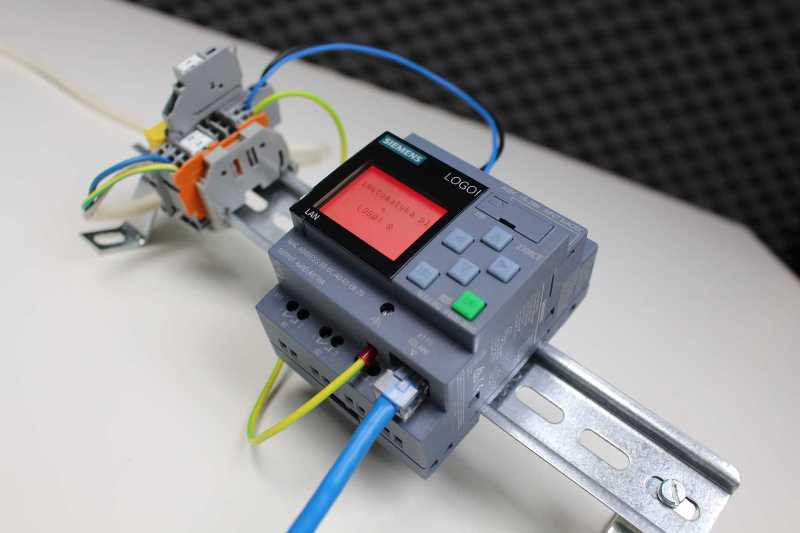
除了基於 PC 平台的應用程序之外,還有無需 PC 即可從控制面板進行編程的緊湊型 PLC。
模塊化 PLC 提供了從各個模塊靈活組裝控制單元的能力,以便可以對更複雜的自動化任務進行編程。
有些模塊可以在系統中實現為主板上空閒插槽中的插入卡。
還需要區分 PLC 的工作方式。除了以預定週期控制輸入的模型和在不同階段處理輸出的 PLC 之外,還提供事件驅動 PLC 模型。
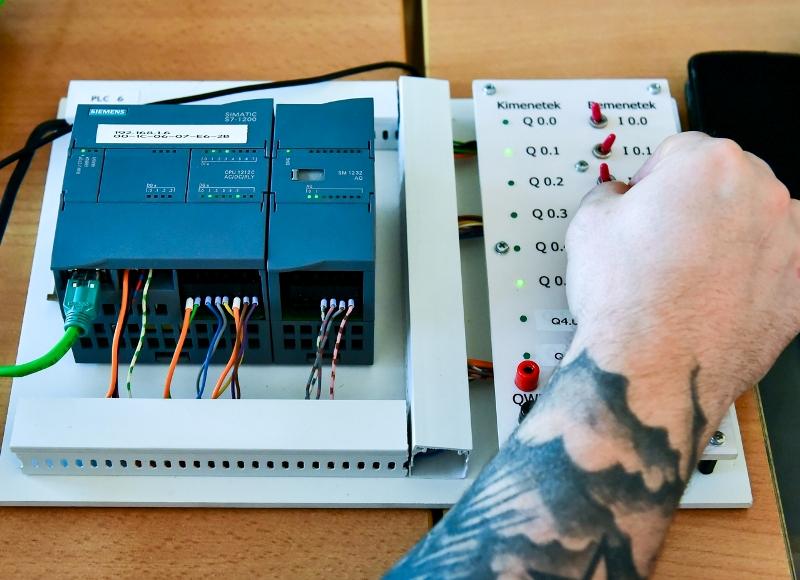
購買PLC前,要特別注意輸入輸出的數量,此外,還需要考慮在最初規劃時沒有考慮到的其他參數。還要考慮您是否需要帶有集成顯示和触摸面板的 PLC。在某些情況下,讀取值並通過現有 IT 基礎設施管理系統可能就足夠了。
什麼是人機界面
HMI (Human Machine Interface) — 人機通訊界面。這些直觀和用戶友好的界面用於允許用戶在不深入了解PLC編程的情況下操作和操作機器。一種類型的 HMI 設備是 SCADA 系統: 數據採集和操作控制系統(SCADA 系統)