逆變焊機
 在過去十年中,基於逆變器原理工作的焊機的新設計引起了巨大興趣和普及高峰,主要原因如下:
在過去十年中,基於逆變器原理工作的焊機的新設計引起了巨大興趣和普及高峰,主要原因如下:
-
提高接縫質量;
-
由於包含熱啟動、電極防粘連和電弧燃燒的複雜功能,即使是新手焊工也可以操作;
-
最小化焊接設備的設計,確保其機動性;
-
與變壓器相比,可顯著節省能源。
由於微處理器技術的最新進展,在電極上產生焊接電弧的技術方法發生了變化,因此這些優勢成為可能。
焊接逆變器如何
它們由來自普通電源插座的 220 V 50 Hz 電力供電。 (在三相網絡中運行的設備使用類似的算法。)您應該注意的唯一限制是設備的功耗。不得超過電源保護裝置的額定值和線路的導電性能。
照片中顯示了用於從逆變器產生焊接電弧的五個工藝循環的順序。
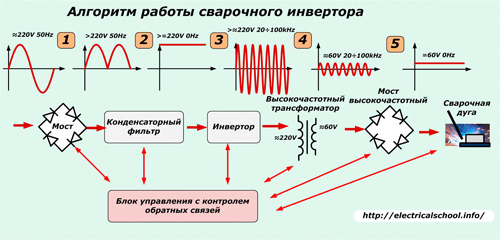
這些包括由以下人員執行的過程:
-
整流器;
-
冷凝器管路過濾器;
-
高頻轉換器;
-
高頻電壓降壓變壓器;
-
高頻整流器;
-
控制方案。
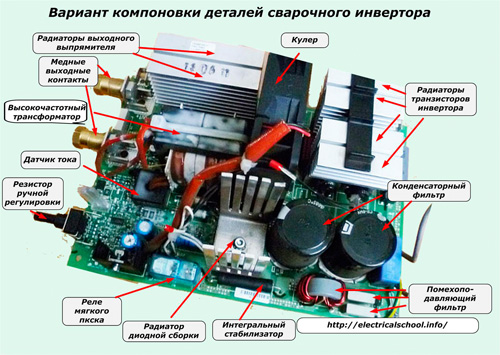
所有這些設備都位於盒子內的板上。取下蓋子後,它們看起來就像圖片中顯示的那樣。
電源電壓整流器
它通過位於身體上的手動開關提供固定電網的交流電壓。它通過二極管電橋轉換為脈動值。焊接電弧的所有能量都通過該塊的半導體元件。因此,它們的選擇具有必要的電壓和電流餘量。
為了改善散熱,二極管組件在工作期間會受到嚴重的熱量,因此安裝在冷卻散熱器上,這些散熱器還由風扇提供的空氣吹動。
二極管電橋加熱由設置為熱熔絲模式的溫度傳感器控制。作為保護元件,當二極管加熱到 +90 °C 時,它會打開電源電路。
冷凝器管路過濾器
與產生紋波電壓的整流器輸出觸點並聯的是兩個大功率電解電容,它們一起工作。它們消除了紋波波動,並且始終選擇帶有電壓裕量的產品。事實上,即使在正常過濾模式下,它也會增加 1.41 倍並達到 220 x 1.41 = 310 伏特。
因此,選擇工作電壓至少為 400 V 的電容器。根據最大焊接電流的功率計算每個結構的容量。單個電容器的範圍通常為 470 微法拉或更多。
干涉濾光片
工作中的焊接逆變器轉換的電能足以引起電磁噪聲。通過這種方式,它會干擾連接到網絡的其餘電氣設備。要在整流器輸入端移除它們,請設置 感容濾波器.
其目的是消除來自工作電路的高頻干擾到其他電力消費者的電力網絡。
逆變器
直流電壓到高頻的轉換可以根據不同的原理來完成。
在焊接逆變器中,最常見的有兩種根據“斜橋”原理工作的電路:
-
半橋半橋脈衝變換器;
-
全橋脈沖轉換器。
該圖顯示了第一個電路的實現。
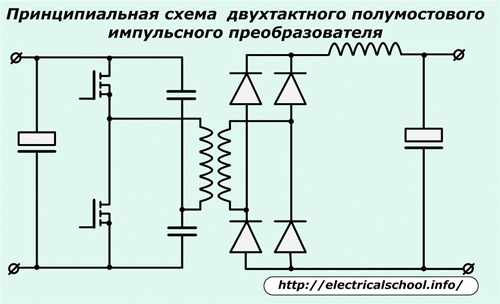
這裡使用了兩個功能強大的晶體管開關。它們可以組裝在系列半導體器件上 MOSFET 或 IGBT.
級聯 MOSFET 在低壓逆變器中運行良好,也能很好地處理焊接負載。對於大容量快速充電/放電,他們需要一個具有反相信號控制的推動驅動器,以通過一個晶體管對電容器進行快速充電,並通過接地短路與另一個晶體管放電。
雙極 IGBT 在焊接逆變器中越來越受歡迎。它們可以輕鬆傳輸高電壓大功率,但需要更複雜的控制算法。
在中等價位的焊接逆變器結構中可以找到半橋脈沖轉換器的方案。它具有良好的效率,它是可靠的,它形成了一個變壓器 矩形脈衝 頻率高達數十 kHz。
全橋脈沖轉換器更複雜,它包括兩個額外的晶體管。
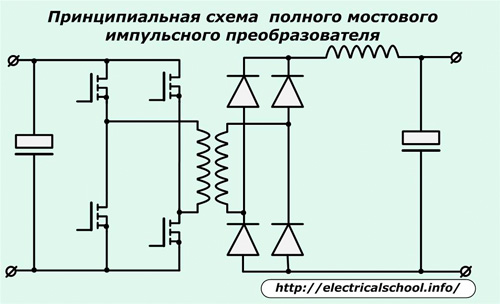
它充分利用了高頻變壓器的所有可能性,晶體管開關以兩個組合斜橋的方式成對工作。
該電路用於最強大和最昂貴的焊接逆變器。
所有關鍵晶體管都安裝在強大的散熱器上以散熱。此外,阻尼 RC 濾波器進一步保護它們免受可能的電壓尖峰影響。
高頻變壓器
這是一種特殊的變壓器結構,通常為鐵氧體磁路,將逆變後的高頻電壓以最小的損耗降壓至60-70伏左右的穩定引弧。
高達數百安培的大焊接電流在其次級繞組中流動。因此,當轉換 vol. / H 能量具有相對較低的電流值和次級繞組中的高電壓,焊接電流是在已經降低的電壓下形成的。
由於採用高頻並過渡到鐵氧體磁路,變壓器本身的重量和尺寸明顯減小,因鐵磁反轉引起的功率損耗減少,效率提高。
例如,老式設計的鐵磁芯焊接變壓器,提供160安培的焊接電流,重量約18公斤,而高頻變壓器(具有相同電氣特性)略小於0.3公斤。
設備重量的優勢以及相應的工作條件的優勢是顯而易見的。
電源輸出整流器
它基於一個由特殊高速、超高速二極管組裝而成的橋,能夠響應高頻電流——打開和關閉的恢復時間約為 50 納秒。
傳統的二極管無法完成這項任務。它們的瞬態持續時間大約相當於電流正弦諧波週期的一半,即大約 0.01 秒。因此,它們會迅速升溫並燃燒。
功率二極管電橋與高壓變壓器的晶體管一樣,放置在散熱器上,並由阻尼 RC 電路保護免受電壓尖峰的影響。
整流器的輸出端子由厚銅接線片製成,用於將焊接電纜牢固地連接到電極電路。
控制方案的特點
焊接逆變器的所有操作均由處理器通過使用各種傳感器進行反饋來控制和控制,這為連接所有類型的金屬提供了近乎理想的焊接電流參數。
由於精確定量的負載,焊接過程中的能量損失顯著減少。
為了操作控制電路,從內部連接到 220 V 輸入電路的電源提供恆定的穩定電壓。這種張力旨在:
-
散熱器和板的冷卻風扇;
-
軟啟動繼電器;
-
LED指示燈;
-
為微處理器和運算放大器供電。
軟啟動逆變器的繼電器,從名字就可以看出來。它的工作原理如下:在打開逆變器的那一刻,網絡濾波器的電解電容器開始快速充電。它們的充電電流非常高,會損壞整流二極管。
為防止這種情況,充電受到強大電阻器的限制,該電阻器具有有效電阻,可降低初始浪湧電流。當電容器充電且逆變器開始以設計模式運行時,軟啟動繼電器激活並通過其常開觸點操縱該電阻器,從而將其從穩定電路中移除。
幾乎所有逆變器邏輯都包含在微處理器控制器內。它控制轉換器強大晶體管的操作。
柵極和發射極功率晶體管的過壓保護基於齊納二極管的使用。
傳感器連接到高頻變壓器的繞組電路 - 電流互感器,其次級電路發送與幅度和角度成比例的信號以進行邏輯處理。以此方式,控制焊接電流的強度以在逆變器的啟動和操作期間影響它們。
為了控制設備電源整流器輸入端的輸入電壓大小,連接了一個運算放大器微電路。它持續分析來自電壓和電流保護的信號,確定需要阻止運行中的發電機並將逆變器與電源斷開的緊急情況時刻。
電源電壓的最大偏差由比較器控制。它在達到臨界能量值時觸發。其信號由邏輯元件順序處理以關閉發電機和逆變器本身。
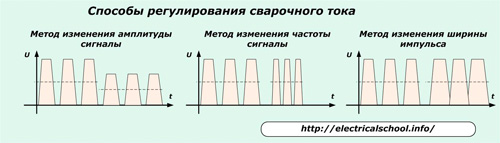
對於焊接電弧電流的手動調節,使用了調節電位器,其旋鈕被引出至設備主體。改變其阻力允許使用其中一種控制方法,影響:
-
逆變器的振幅 in / h 電壓;
-
高頻脈衝的頻率;
-
脈衝持續時間。
焊接逆變器的基本操作規則及故障原因
尊重複雜的電子設備始終是其長期可靠運行的關鍵。但是,不幸的是,並非所有用戶都在實踐中應用此規定。
焊接逆變器在生產車間、建築工地工作,或由家庭工匠在個人車庫或避暑別墅中使用。
在生產環境中,逆變器最常遭受箱內積塵的困擾。它的來源可以是任何工具或金屬加工機器,加工金屬、混凝土、花崗岩、磚塊。這在與打磨機、瓦工、穿孔機打交道時尤其常見……
焊接過程中發生故障的下一個原因是經驗不足的焊工在電子電路上產生了非標準負載。例如,如果您嘗試使用低功率焊接逆變器切割坦克塔或鐵路鋼軌的正面裝甲,那麼這種工作的結果是明確可預測的:IGBT 或 MOSFET 電子元件燃燒。
在控制電路內部,熱繼電器工作,防止逐漸增加的熱負荷,但它沒有時間對焊接電流的這種快速跳躍做出反應。
每個焊接逆變器的特徵都在於 «PV» 參數 - 與停止暫停持續時間相比的開啟持續時間,這在技術護照中註明。不遵循這些工廠建議會導致不可避免的崩潰。
當身體暴露於外部機械衝擊或移動汽車框架的振動時,設備的粗心處理可以表示為運輸不當或運輸。
在員工中,有一些操作逆變器的情況有明顯的故障跡象,需要立即排除,例如,將焊接電纜固定在外殼插座中的觸點鬆動。將昂貴的設備交給不熟練和訓練有素的人員通常也會導致事故。
在家裡,電源電壓下降經常發生,尤其是在車庫合作社中,焊工沒有註意這一點,而是試圖更快地完成工作,從逆變器中“擠壓”他能做和不能做的一切……
冬季將昂貴的電子設備存放在暖氣不足的車庫甚至棚子中會導致空氣中的冷凝水沉積在電路板上、觸點氧化、軌道損壞和其他內部損壞。同樣,這些設備在低於 -15 度或大氣降水的低溫下運行。
將逆變器轉移到鄰居處進行焊接工作並不總是以良好的結果告終。
然而,車間的綜合統計顯示,對於私人業主來說,焊接設備工作時間更長,效果更好。
設計缺陷
舊版本的焊接逆變器可靠性較低 焊接變壓器......他們的現代設計,尤其是 IGBT 模塊,已經具有可比較的參數。
在焊接過程中,外殼內部會產生大量熱量。即使是中檔型號,用於拆卸和冷卻電路板和電子元件的系統效率也不是很高。因此,在運行過程中,需要觀察中斷,以降低內部零件和器件的溫度。
與所有電子電路一樣,逆變器設備會因高濕度和冷凝而失去功能。
儘管在設計中加入了噪聲消除濾波器,但相當大的高頻干擾仍會滲透到電源電路中。消除此問題的技術解決方案使設備變得非常複雜,從而導致所有設備的價格急劇上漲。