生產線設計中包含的電氣原理圖
塊根和塊莖作物加工生產線的佈置
塊根作物原料儲存在裝料斗 1 中。當在料斗下部處理飼料時,打開閥門,根莖靠重力輸送到傾斜的輸送機 2 上,輸送機將它們送入分離石 3,從它們進入切割機清洗根部 4。然後將壓碎的根部送入飼料廠的蒸汽浴 5 或送入空氣路徑的推車 6 以運輸到另一個房間。
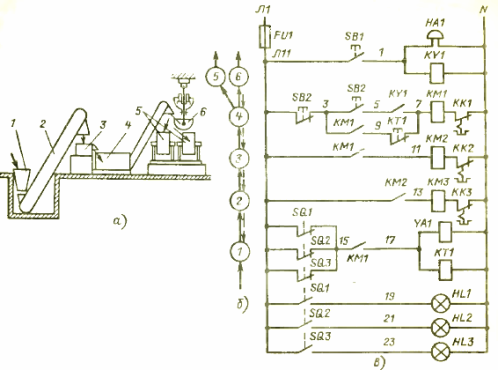
米。 1、根莖類作物加工生產線
這條線是一個典型的輸送系統。在這樣的系統中,為了確保正確的操作,提供了機制的阻塞,即設置它們的啟動和停止的特定順序,通常,阻塞是在與過程流方向相反的方向上進行的。
為了控制這樣的線路,使用了電氣控制電路(電路)(圖 1,c)。它顯示了各個機制的發射器。為了建立圖表與工藝流程的對應關係,在圖表左側顯示了技術圖表和方塊(圖 1,b)。
電路的工作原理
料斗有一個擋板關閉電磁閥 YA1。為了控制機構 2-4,分別為控制按鈕 SB2 提供了啟動器 KMZ-KM1。 SB1 按鈕設計用於發出啟動信號,警告燈 HL1 -HL3 — 用於指示機構 5 和 6 的工作狀態。
啟動線路投入運行,按下按鈕SB1發出預啟動信號,HA1的門鈴響起,繼電器KY1動作,閉合其在第一台啟動器KM1迴路中的觸點進行啟動。然後,在不鬆開SB1按鈕的情況下,按下SB2按鈕,啟動器KM1接通,啟動器KM2和KMZ通過彼此的觸點啟動,電磁鐵YA1被激活,風門打開。所有機器都包含在工作中,處理塊根和塊莖作物。
生產線繼續運行,直到蒸汽浴 5 或推車主體 6 裝滿為止。這將分別由它們的限位開關 SQ1 — SQ3 發出信號。他們的信號打開電磁鐵 YA1 和時間繼電器 KT1 的供電電路。電磁鐵釋放料斗閥 1,它在復位彈簧的作用下,阻止塊根作物流向輸送機 2 及更遠的地方。
安裝在電路中的時間繼電器KT1是為修改線路而設計的,即關閉料斗 1 後,機器會繼續工作一段時間,這是徹底清潔機器中根莖作物殘留物所必需的。這段時間之後,繼電器通過其觸點關閉所有機制。對於手動制動,電路有一個觸點可以打開 SB2 按鈕。
某生產線單線供電圖
將所有控制設備集中在控制面板上最為方便。在這種情況下,機器的供電方案如圖1所示。 2.
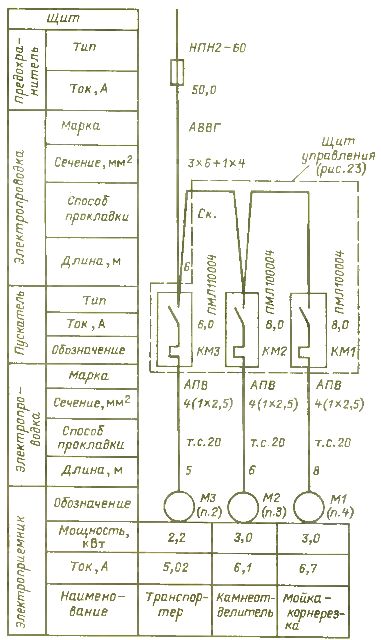
米。 2、生產線單線供電圖
保險絲安裝在飼料店電源面板中。 PML系列無保護罩啟動器安裝在面板內,配電保護熱繼電器RTL -1012,電流8A,調節範圍5.5—8A,具體保護電流根據電機電流。
KM1 啟動器隨附 聯繫人附件 PKL-2204因為電路需要三個輔助觸頭動作而它只有一個合閘輔助觸頭。
通常,電力驅動器的供電方案以單線圖像給出。它展示了電源開關設備、電線和鋪設它們的方法。
控制板原理圖及板內電器設備電路圖
接下來,繪製控制設備所在的控制面板(圖 3)。以下設備可接受安裝:信號燈 HL1-HL3 (AC-220)、按鈕 SB1 (PKE122-1UZ)、SB2 (PKE622-2UZ)、繼電器 KY1 (RPU-2M、2z)、KT1 (VL-18- 1), 保險絲 FU1 (PRS-6-P), 電流插入 6 A, 接線端子 XT (BZ-10)。
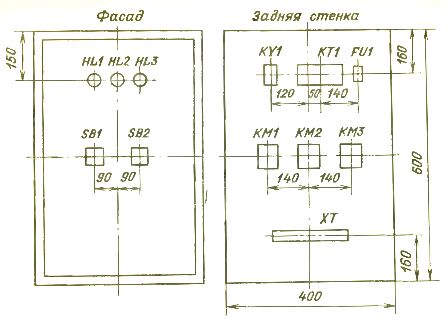
米。 3. 帶有電氣設備佈局的控制面板總視圖
接下來,顯示了印刷電路板的連接圖(電氣圖 - 圖 4),其中繪製了已安裝電氣設備的電氣圖,沒有觀察比例尺、序列號(在分子中)和位置指示根據圖表原則(分母)放置在每個圖像上方。
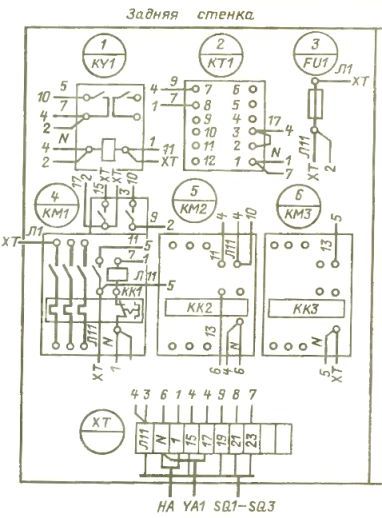
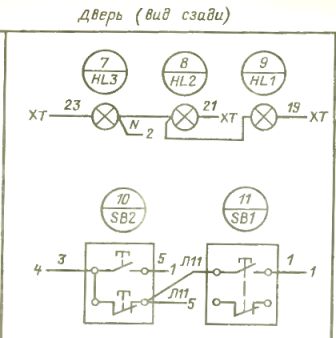
米。 4、控制櫃內電氣設備接線圖
安裝採用其中一種方式,例如採用地址相反的方式,在設備的相應端子上畫出線段,根據示意圖在上面寫上線的品牌,並且當設備編號在末尾指示時,該電線指向該設備編號。在對端設備上,同一根導線上標有前一個設備的編號。
配電盤與電氣設備連接圖
接下來,繪製連接板和電氣設備的圖(圖 5)。 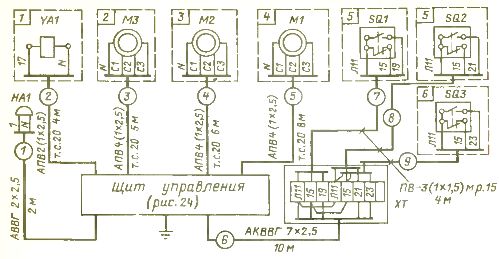
米。 5、控制板與電器設備外接線圖
在這樣的圖中,與前面的示例一樣,根據示意圖顯示了必要的工藝機器及其電氣設備和相應的接線。應該注意的是,不允許在圖中畫出電動機的接線,因為它們在圖 1 的單線圖中可用。 2.
生產線電氣設備佈置
該項目的最終圖紙是電氣設備的佈局(圖 6)。應用房屋和簡化技術設備的平面圖,放置設計的電氣設備,並在根據以前的項目圖紙放置參考名稱的符號中,顯示佈線路線並標明其條件編號根據連接圖和單線圖。
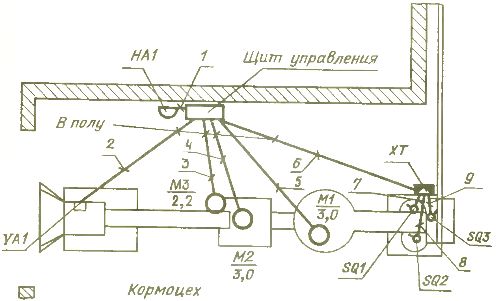
米。 6、電氣設備的位置
這張和之前的圖紙對於項目在現場的實際實施是必不可少的。