圖表上電氣設備運行的循環圖
 有關金屬切削機床和設備的塊和各個設備的操作原理的更完整信息,電路原理圖通常補充有循環圖。
有關金屬切削機床和設備的塊和各個設備的操作原理的更完整信息,電路原理圖通常補充有循環圖。
Cyclogram — 循環圖,循環過程的圖形表示。
電氣設備操作的循環圖(戰術圖)旨在解釋和確定電動機和控制設備的包含順序和持續時間。它們對於闡明和確定電動機和控制設備在機制循環中的順序和持續時間是必要的。
對於具有自動工作循環和大量控制設備的機制來說,重要的是要有循環圖。通常,圓圖顯示運動開關、壓力開關、電磁鐵和其他命令和執行設備或電動機。
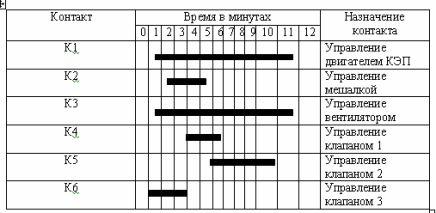
米。 1. 循環圖示例
繪製圈圖有兩種主要方法——表格和圖形。表格法通常用於解釋液壓或氣電控制元件的操作。
按照表格法編制圈圖時,必須遵守以下約定:
a) «+» 符號表示設備的強制狀態。
這種情況對應於壓下的限位開關銷、電磁閥芯活塞或通電的電磁閥。
自恢復設備只有在輸入電源(信號)施加於它們時才會處於強制狀態;
b) 符號“-”用於表示設備的自由狀態,對應斷開的電磁鐵、斷電的行程開關、液壓活塞或氣動彈簧;
c) 如果控制元件有兩個以上的穩定狀態,圓圖補充有字母符號:H——卷線器的下部位置,B——上部; L——左; P——右; C — 平均值等
在圖。圖 2 顯示瞭如何為車床的滑塊(複製和標記)製作圓圖。
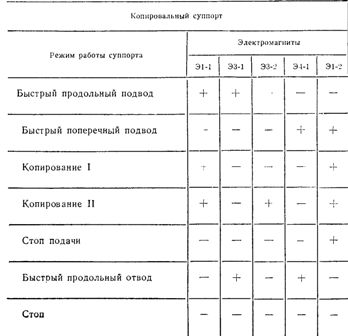
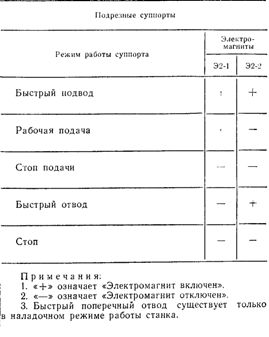
米。 2. 液壓電驅動運行循環圖
與繪製循環圖的表格方法不同,圖形方法不僅可以確定水電和氣動和指揮設備的狀況,還可以確定機構中包含的所有類型機構的狀況和操作,必須設計的電氣設備。這樣的循環圖應該是直觀的、易於繪製的和易讀的,並且還應該充分錶徵生產機制的所有部件的操作。
在設計中,最常使用循環圖“在路上”、時間循環圖和機制操作順序的順序圖。
循環圖類型的選擇取決於設計對象循環的複雜程度。
“在路上”的循環圖是最簡單的,它們僅考慮機制的各種動作循環的技術轉變以及指定命令和執行設備的必要位置的放置。該循環圖提供了機器性能的準確表示。
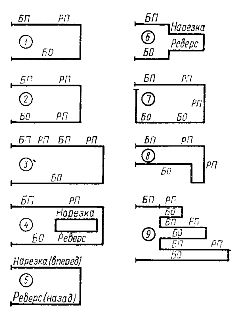
米。 3. 機床“在路上”時序最簡圖:BP——快速逼近:RP——工作進給,BO——快速收割,1——9——羊群技術轉換。
加載設備和筆的“沿途”工作循環圖允許評估並行過程的進度和命令設備的狀態,以確保開始執行相應開關的機制和執行設備的工作裝載裝置。
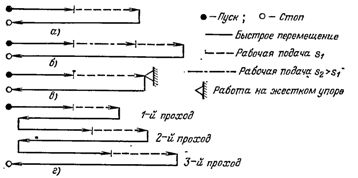
米。 4.模塊化金屬切削機床動力頭運動循環圖。
圓圖的解釋:
帶有切削刀具的進給頭首先快速接近工件,然後運動速度降低並獲得工作進給。加工完成後,加工頭迅速返回原位(a)。當使用組合刀具加工螺栓孔時,首先使用正常工作進給 s2 鑽孔(或攻絲),然後自動過渡到較低的進給,在其中進行埋頭孔。這種情況下頭部運動的循環圖如圖 1 所示。 4、乙。
為了在工作行程結束時抵消鑽孔附近的端面,工具在沒有進給的情況下旋轉 - 在硬停止上工作(圖 4,c)。進給頭停在安裝在固定支架上的特殊螺釘上。液壓系統中的油壓升高,經過壓力開關設置確定的時間延遲後,頭部返回其原始位置。
鑽深孔時,定期將鑽頭拉離工件,以清除切屑並冷卻。本例對應的動力頭運動週期如圖 3 所示。 4、d.鑽孔結束時,帶工具的機頭返回原位。
涉及大量電氣設備或機器的複雜循環以時間循環圖的形式描繪,以秒(或分鐘)為單位顯示技術轉換和生產機制的各個單元的操作。
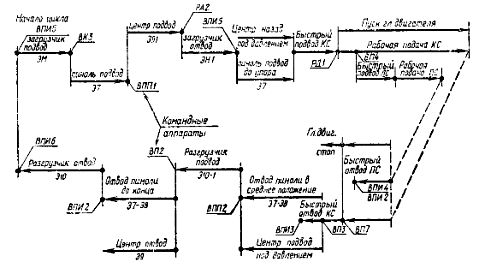
米。 5. 機器筆中加載裝置“在途”工作的循環圖