間接式電阻爐的類型和設計
 裝載和卸載加熱產品的方法,以及將它們移動到電阻爐的方法在很大程度上決定了它們的設計和操作特性。在圖。圖 1 顯示了電阻爐的主要類型,包括間歇式(單元式)和連續式(方法式),說明了其機械化方式的發展。
裝載和卸載加熱產品的方法,以及將它們移動到電阻爐的方法在很大程度上決定了它們的設計和操作特性。在圖。圖 1 顯示了電阻爐的主要類型,包括間歇式(單元式)和連續式(方法式),說明了其機械化方式的發展。
編號I表示產品在加熱過程中是靜止的,只有裝卸是機械化的間歇式爐的類型。
索引 1 指的是帶有側門的箱式烤箱,通常小物品通過側門手動裝入箱體。這是一款沒有機械化的萬能烤箱。
索引 2 — 帶開口蓋的豎爐。在這裡,產品的裝卸是通過爐子的頂部開口完成的,因此可以使用位於爐子上方的車間起重機或起重機進行機械化。可以手動(使用槓桿)或在起重機或起重機的幫助下,或最終在特殊的液壓或機電機構的幫助下,將蓋子提升和收回到側面。
索引 3 對應於鍾形爐。它的套件包括幾個帶襯裡的支架,可以在起重機的幫助下安裝帶加熱器的鐘(鐘)。使用取下蓋子的橋式起重機(安裝在另一個支架上)進行裝卸。將引擎蓋從一個支架移動到另一個支架也是使用橋的邊緣完成的。
索引 4 — 台車箱式爐。這些烤箱設計用於加熱無法手動裝載的大型物品。爐膛本身立在柱子(或地基)上,其底部是一個帶襯裡的小車,在絞車或位於其上的驅動器(自行式)的幫助下,可以從爐子下方在軌道上移動。推車的裝卸是用橋式起重機完成的。
索引 5 標記電梯烤箱。爐膛立在高高的柱子上,底部可以升入爐內,也可以使用液壓升降機將負載降下。在較低的位置,爐底成為軌道上的滾輪,可以在橋式吊車下的車間從爐下裝卸。爐子設計 2、3 和 5 可以在特殊氣氛或真空中密封和操作。
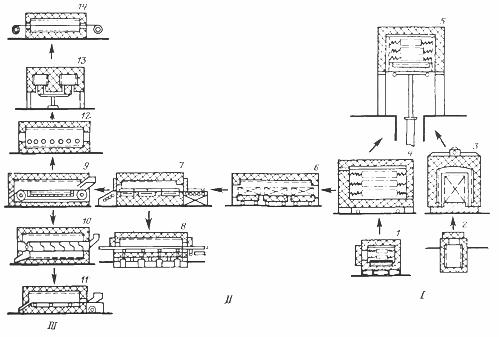
米。一、鞍式爐和間歇式爐的主要種類
在編號 II 和 III 中表示連續爐,其中加熱的產品從爐子的一端移動到另一端,並表示其編號 II 爐,其中產品的移動週期性地以踢動和圖III 表示熔爐,這種運動在其中不斷發生。
索引 6 — 隧道爐,其中產品放置在堆疊的推車上,通過隧道形爐腔。一段時間後,所有小車移動的長度等於一個小車的長度,其中一個離開卸載爐,而另一輛裝載的小車從爐的另一端進入其腔室。
索引7為擠壓烘箱,裝載台上安裝耐熱產品托盤(右)。爐子兩端的門定期打開,推動器(液壓或機電)將托盤推入爐子,迫使位於爐膛耐火導軌上的整排托盤移動。在這種情況下,最左邊的托盤從烤箱中出來,然後門關閉。
索引 8 標記了用於步行壁爐的爐子。在爐子的底部,根據其長度,安裝了耐熱梁,通過驅動裝置,它們可以進行往復運動。在這種情況下,從爐子的裝載端移動之前的橫梁從爐子底部的凹槽中被抬起,並沿著爐子移動它們。在橫樑的反向運動下降到底部的凹槽中之前,產品位於底部並且不參與橫樑的返回運動。這樣,產品週期性地、逐步地從裝載端到卸載端移動通過爐子。
傳送帶烤箱的索引 9。在爐膛中,鍊式輸送機在兩個軸上伸展,其網眼由編織網或沖壓或鑄造鏈節組成。當驅動軸(在卸料側)旋轉時,輸送機平穩移動,並在窯的裝載(右)端攜帶裝載到其上的產品。輸送機的結構可能非常不同。
指數 10 指迴轉窯。螺杆位於爐膛內——一個帶有阿基米德螺線的耐熱滾筒。隨著轉鼓的旋轉,產品滾入轉鼓,逐漸從裝料端移動到卸料端。
索引11顯示了帶有爐體的脈動爐。在腔室的底部,烤箱位於槽形的滾筒耐熱爐床上,爐子的加熱端(右側)佈置有加熱部件。在偏心驅動的幫助下,吊艙進行往復運動,其向後運動(朝向裝載)是平穩的,而向卸載它是鋒利的,在減震器上的彈簧的作用下。因此,產品在向後運動期間遵循與下方相同的路徑,而在向前運動期間,它們通過衝擊動量相對於爐床向前滑動。結果,產品以脈衝方式從爐子的裝料端逐漸移動到出料端。
索引 12 表示帶有輥道的熔爐。耐熱滾筒安裝在腔室底部,它們逆時針緩慢旋轉。正因為如此,放置在右側滾筒上的產品(與前面三種爐子不同,這種爐子是為加熱大型產品而設計的)沿著爐子逐漸輸送到它的出料端。
索引 13 指迴轉窯。它本質上是一個纏繞在環上的傳送帶烤箱。環形旋轉爐床使放置在其上的產品通過裝料門(在圖中未顯示的側壁中)在爐內完成一個完整的循環,到達位於裝料門旁邊的卸料門。
Index 14 用於加熱線材或鋼帶的拉絲爐。在爐子的末端是鼓,在它們之間拉伸金屬絲或膠帶。當線軸從其中一個旋轉時,膠帶(或電線)纏繞並纏繞在另一個上。

低溫爐設計
低溫爐不能高效,因為自然對流傳熱係數低。可通過在爐頂或櫃體頂部安裝抽風機,引入人工循環加強該過程,為減少加熱空氣的熱耗,可循環組織。在這種情況下,風扇將爐膛上部的空氣吸入,沿著側面的隔熱通道將其從爐膛下部吹出。
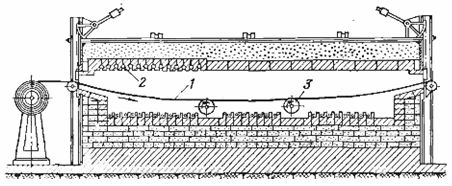
如果需要乾燥產品並因此去除加熱部件中蒸發的水分,則組織混合循環,其中一部分空氣被風扇從機櫃吸入,另一部分從房間吸入(圖 1)。 2).這類烘箱和烘乾機對產品的最高加熱溫度通常不超過200—300℃。
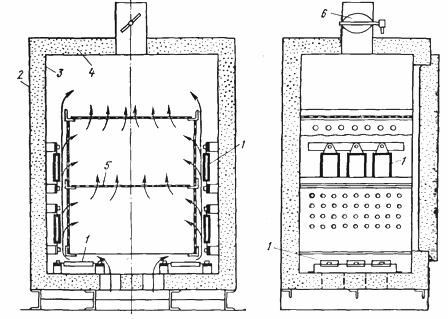
米。 2、自然循環烘箱:1——加熱元件,2——外框,3——內框,4——保溫,5——零件架,6——風門調節。
用於加熱層狀小型金屬製品或長形製品的閉環爐的設計如圖 1 所示。 3.
米。 3.帶強制循環氣氛和電加熱器的箱式爐
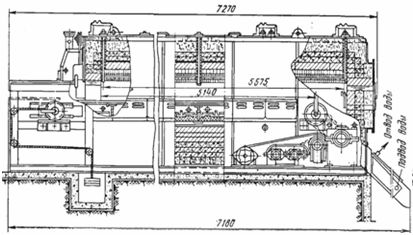
它是一種用於鋼製品回火的豎爐,將帶有網格或穿孔底部的耐熱材料籃子插入並裝滿要加熱的產品。
加熱器位於烤箱側面,籃子周圍,但通過耐熱屏與籃子隔開,以防止直接輻射和與籃子壁相鄰的產品相關的過熱。在底部,烤箱配備了一個風扇,驅動加熱的空氣通過籃子。然後,該空氣徑向偏轉進入籃子和爐壁之間的環形空間並被加熱,清洗加熱器。
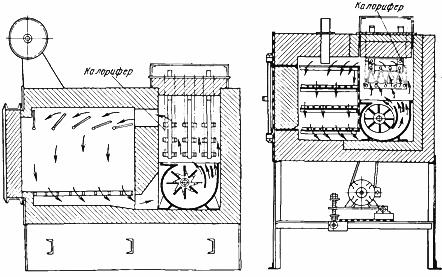
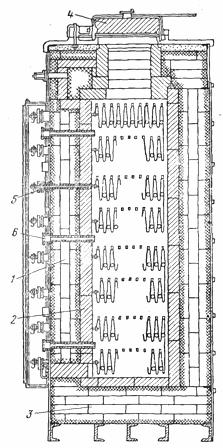
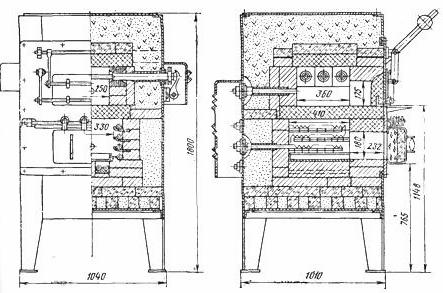
在圖。圖 4 顯示了用於在 400°C 的溫度下乾燥焊接電極的烘箱。爐功率為 210 kW,將電極放置在手推車、框架上,並在液壓推拉器的幫助下通過烘箱。爐子有一個內部風扇 6 以及外部風扇 10。
加熱器位於爐子的側壁上。因此,在該烤箱中,氣流垂直於產品的運動線。這種熔爐可以建造成多區。
米。 4、電動推桿烘箱:1—推桿,2—推車,3—工作台,4—電極放置架,5—加熱室,6—爐風機,7—風道,8—挖泥機,9—液壓升降門驅動器,10 — 外部風扇
中溫爐設計
用於熱處理的中溫爐極為多樣。最簡單同時也是通用的爐子是箱式爐(圖 5)。它由一個帶有防火內襯和隔熱材料的矩形腔室組成,上面覆蓋著屋頂並放置在金屬外殼中。
爐子通過前壁上的開口裝卸,門上蓋著。加熱器位於爐膛和爐子的側壁上,很少在爐頂上。在非常大的烤箱中,加熱器位於烤箱背面和門上,以確保烤箱室內的溫度分佈更均勻。底部加熱器通常覆蓋有耐火板,加熱的產品放置在耐火板上。
通常,箱式爐的門是由升降式製成的,在手動或腳踏驅動的小型烘箱中(在腳踏驅動下,工人的手保持自由),在較大的烘箱中 - 機電式。在第二種情況下,限位開關安裝在門的上下位置,在終端位置關閉電動機。
米。 5、帶金屬加熱器和火焰幕的箱式電爐:1——爐門,2——爐門升降機構,3——加熱器出口,4——外殼,5——爐襯,6——側加熱器,7——爐頂加熱器, 8——爐膛,9——加熱器,10——火幕裝置。
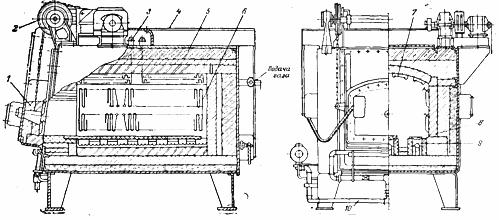
台車式箱式爐用於無法手動裝入爐內的大型零件的退火或其他熱處理,它們是一種沒有底部的爐膛,通常沒有立柱的前壁(圖1)。6) 和滾輪上的小車,爐床和爐子的前壁安裝在滾子上,在電力驅動或機電絞車的幫助下在軌道上移動。小車從烤箱下方開始,用起重機將零件裝載到上面,然後移動到腔室下方,烤箱打開加熱。
米。 6、台車床式箱式爐:1——加熱器,2——耐火砌體,3——保溫,4——熱電偶,5——抽屜,6——門,7——籠架
退火循環結束後,小車再次離開爐子並被卸載。爐子加熱器通常位於側面、後壁和前壁以及爐膛內,有時還可以沿拱頂提供更均勻的加熱。底部和前壁加熱器由柔性電纜或刀片觸點供電。這種爐子只有在裝料量大時才經濟,容量達到 100 噸以上,容量為 3000 — 5000 千瓦。
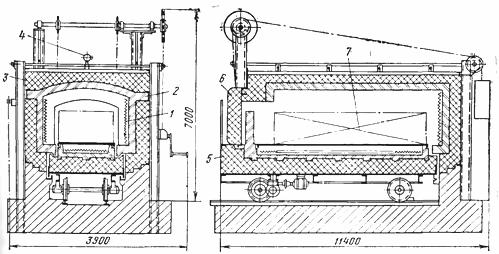
第二大類間歇式爐是豎爐。它們製成圓形、方形或矩形軸的形式,頂部開口並蓋有蓋子(圖 7)。
米。 7、豎井電爐:1——加熱器,2——耐火砌體,3——保溫,4——爐蓋,5——加熱器出口,6——熱電偶。
豎爐的加熱器通常安裝在側壁上(底部加熱器很少安裝,扁平矩形爐更是如此)。有時在設計用於加熱空心圓柱形爐料(線束、錫卷)的圓形爐中,此外,垂直中央加熱器沿軸線定位。當將物品放入烤箱或物品籃中或從烤箱中取出時,特殊的耐熱導軌可保護加熱器免受損壞。
豎爐有時做得很深,用於熱處理豎井和管道(10 m 或更深),具有多個加熱區,以確保沿高度均勻加熱。同時,一批管材在爐外被收集起來,固定在一個特殊的吊架上,然後通過起重機降入爐內。
這些爐子不如箱式爐靈活,但在某些情況下它們具有顯著的優勢。在車間使用傳統的橋式起重機可以輕鬆地將重型產品裝卸到熔爐中,如果沒有,則可以使用起重機或滑車。它們佔用的空間較小,因為它們通常埋在地下以方便維護。它們易於密封,因此通過為蓋子創建沙、油或水密封來減少產品的氧化。
與爐門相比,由於它們更緊湊且爐蓋密封性更好,因此這些爐子的損耗比箱式爐小,約為額定功率的 15% 至 25%。
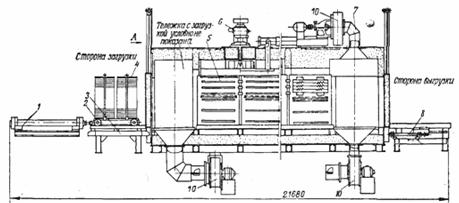
有條不紊的爐子的構造主要取決於使用一種或另一種機制來移動爐子內的加熱產品。因此,傳送帶烤箱有一個傳送帶——一個在兩個軸之間伸展的環形網,其中一個軸由一個特殊的電機引導和驅動旋轉。零件被手動或使用特殊的進料器放置在傳送帶上,並在傳送帶上從爐子的裝載端移動到卸載端。
米。 8.電動輸送淬火爐
傳送帶由編織鎳鉻合金網(用於最輕的部件)或沖壓板和連接它們的桿製成,對於重型部件 - 沖壓或鑄造鏈節。在後一種情況下,輸送機的驅動軸是帶齒的並起到齒輪的作用,其齒位於鏈條的鏈節之間。
傳送帶可以與兩個軸一起作為一個整體放置在爐腔中,在這種情況下,它一直被加熱,因此積聚在其中的熱量被儲存起來。
這種設計的缺點是:兩個輸送機軸在高溫區的運行條件非常困難,維修困難(可及性低)以及在輸送機的熱表面上裝載零件不方便。這必須用水冷卻軸,這會導致相當大的熱損失。因此,輸送機的末端及其下部分支經常從襯裡上移除。自然地,在這種情況下,輸送機接近冷卻爐的裝料端,因此由其積累的熱量消失。這些熱損失大於在封閉式輸送機烤箱中使用冷卻水的熱損失。
傳送帶爐中的加熱器主要位於爐頂和爐膛內,在傳送帶的上分支下方,很少位於爐膛的側壁上。輸送機爐僅用於將相對較小的部件加熱至 900°C,因為在更高的溫度下,輸送機的機械負載部件的操作變得不可靠。
一個特殊的組包括所謂的拉伸爐,用於加熱鋼絲或鋼帶和有色金屬。它們是一個帶有加熱器的腔室,一條或一束電線以高速(高達 0.5 m / s)從中通過(圖九)。在拉伸爐中,加熱非常均勻,熱處理缺陷可以減少到零。
米。 9、拉伸帶式爐:1——加熱帶,2——爐體加熱器,3——托輥。
高溫爐設計
最常見的是帶有碳化矽加熱器的熔爐組。碳化矽加熱器的工作溫度最高可達 1450 °C,因此帶有碳化矽加熱器的爐子覆蓋了 1200 — 1400 °C 的範圍。它們不同於具有至少三層的較厚襯裡的中溫爐子。
由於棒的電阻在加熱過程中會發生顯著變化,而且為了避免損壞,需要在較低的電壓下相對緩慢地加熱至 850°C,因此帶有碳化矽加熱器的高溫爐配有控制變壓器,可以改變電源電壓至少以 2:1 的比例小幅調整。
這也是必要的,因為在操作過程中,棒會老化,增加它們的電阻,因此有必要增加提供給它的電壓,以保持爐子的先前功率。
由於老化,個別桿會發生強度不同,因此不建議將它們串聯,因為它們在加熱過程中可能會發生不同的變化。另一方面,如果其中一根並聯的線棒壞了,就不能換新的,因為其他線棒的電阻已經增加了,需要全部換新的,或者取舊的,已經工作的酒吧,每個都有適合這些條件的阻力。
米。 10.箱式高溫爐。帶有金屬加熱器的下室用於加熱,帶有碳化矽加熱器的上室用於高溫。