鋸木廠的電氣設備
 在鋸木廠中,將圓材切割成板材、橫樑等雜件的主要設備是鋸木廠的主要設備。
在鋸木廠中,將圓材切割成板材、橫樑等雜件的主要設備是鋸木廠的主要設備。
鋸架是一種多鋸機,鋸片在剛性框架中伸展。立式鋸木廠採用單層和雙層、窄開口和寬開口製造,具有慢跑和連續進給。最新的鋸木廠框架有三到六個電動機。曲軸轉速 — 從 200 到 600 min–1,驅動由帶繞線轉子的異步電機執行,有時由鼠籠式轉子電機執行。
在鋸架上(圖 1),在前額切口處切割長度為 3.2–9 m、直徑為 65 cm 的原木。框架的鑄鐵框架由兩條腿和側壁組成,它們通過橫向連接相互連接。
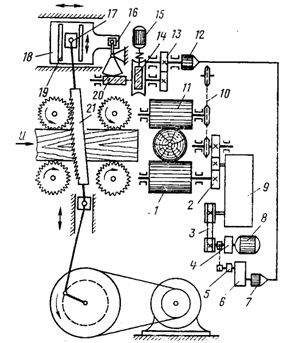
米。一、鋸木機機架運動圖
鋸木機的框架安裝在底板上。帶有兩個飛輪和驅動皮帶輪的曲軸在安裝在板上的兩個主軸承中旋轉。工字鋼連桿的下端頭通過滾柱軸承與曲軸銷相連,上端頭通過鋸架下橫梁通過滾針軸承與銷軸相連。
鋸架的下橫樑和上橫梁由圓管狀支架連接。鋸架橫樑上帶有銷釘的textolite滑塊通過圓錐滾子軸承連接。
鋸架的設計允許使用液壓張緊器。在它的八個導軌中,四個是棱柱形的,四個是扁平的,它們成對連接到安裝在床身上的鑄鐵板上。上導板安裝在滑軌上,並由鋸架的傾斜機構移動,具體取決於地塊 Δ 的大小。
由晶閘管驅動組成的四輥送料機構獨立驅動,確保原木送料速度的平穩調節。扭矩由發動機8通過電磁鐵、電磁離合器4、皮帶傳動3、齒輪箱9和齒輪2傳遞給下滾輪1。上滾輪11通過滾子鏈條10轉動。
包裹的大小是通過改變電磁離合器 4 的滑塊來調整的,這是通過轉動離心調節器 5 的刻度盤來實現的。為此,操作員打開伺服電機 15,將刻度盤轉動到合適的角度,旋轉由蝸輪14、齒輪13、自同步傳感器12、自同步接收器7和減速器6進行。通過蝸輪20和槓桿16同時改變餘量Δ,板18隨著鋸架上滑板17的導軌19在水平面內移動,鋸21的傾角發生變化。
鋸木機機架 2P80 的示意性電路圖如圖 1 所示。 2、電氣設備由125kW主軸驅動異步電機M1、鋸架傾動機構驅動電機M2、液壓站電機MZ、潤滑泵電機M4及自動控制系統組成,基於晶閘管驅動直流電機M5。
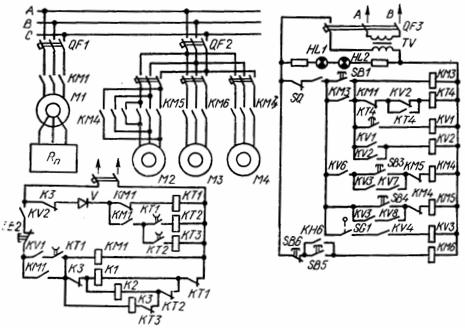
米。 2、鋸木機機架2P80電氣原理圖
電機的最大電流保護由自動開關提供:QF1——電機M1,QF2——電機M2、MZ、M4、QF3——控制電路,當QF3接通時,報警燈HL1、HL2點亮。主軸電機M1使用線性接觸器KM1啟動,進給電機M5的驅動電機使用接觸器KM2啟動。
電氣控制電路包括:電源電路(驅動電機);繼電接觸器控制電路和基於晶閘管直流驅動的自動控制系統電路。上門打開時鋸架驅動啟動,拆下主軸和三角帶安全帶,鋸架停止時使用限位開關(其擋塊如圖2所示)與字母 SQ)。
通過順序閉合加速繼電器 KT1、KT2 和 KT3,以時間函數的方式啟動帶有繞線轉子的電機 M1,加速繼電器 KT1、KT2 和 KT3 以給定的時間延遲逐漸輸出使用接觸器 K1、K2 的啟動變阻器 Rp 的三級和K3。
按下啟動按鈕SB1(見圖2),接觸器KM3的線圈導通,使油泵電機M4的電源觸點KM3閉合,閉合觸點KM3旁路按鈕SB1。
當中間繼電器KV1的觸點KV1閉合時,主運動電機M1啟動。該繼電器的線圈通過 KT4 時間繼電器的 KT4 觸點供電,該觸點在閉合時會延遲閉合。因此,繼電器 KT4 在電機 M4 和 M1 的啟動之間提供延遲。
當繼電器KV1導通時,繼電器KV2同時導通,KV2的閉合觸點使接觸器KM1的線圈得電。線圈KM1得電後,接通電機M1電源迴路的主觸點KM1,當啟動變阻器滿位時,電機轉子開始轉動。加速接觸器K1、K2、K3減速動作後,電機轉子以最大速度旋轉。
當電動機M1啟動完成後,分閘觸點K3同時斷開接觸器K1、K2的供電迴路,饋線M5的電動機啟動電路中的觸點K3閉合,準備啟動。按下 SB2 按鈕可停止電機。
液壓系統提供前門和後門的升降,在焊接的外殼上安裝了上進給輥。閘門由液壓站驅動的液壓缸提升到上部位置。液壓站的驅動由電機 M3 提供,只需按下按鈕即可啟動,同時啟動器的線圈 KM6 通電,從而閉合 KM6 的主觸點。
鋸架的傾斜可以手動控制(通過按下按鈕 SB3 和 SB4)或自動控制。通過自動控制啟動器 KM4(“更多”)的繞組 KM4 和啟動器 KM5(“更少”)的 KM5,它們通過繼電器 KV3 接收電源,當模式開關處於“自動”位置時,該繼電器打開,即觸點 SQ1 閉合時。
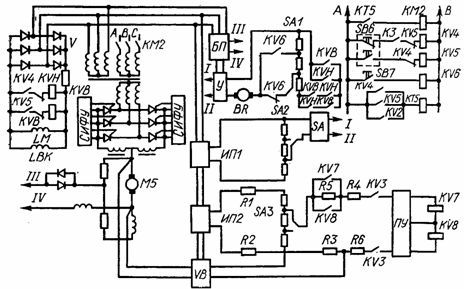
晶閘管電源由M5直流電動機和晶閘管變流器組成。晶閘管轉換器(圖 9.2,c)由啟動器 KM2 通過觸點 KV3 打開,當時間繼電器 KT5 的觸點在其電路中閉合時,其線圈接收電源。當線圈KV4(正向運動)或KV5(反向運動)得電時,時間繼電器KT5 得電。
如果原木在切割時被卡住,可以通過反轉發動機將其縮回。如果 M1 電機不運行,則無法啟動進料器電機。這是通過在電源電路 KV4 中包含觸點 K3 來確保的,該觸點在啟動電機 M1 結束後閉合。當啟動器 KM2 接通時,變流器和電機的勵磁繞組 LM 通電。
如果寄存器被卡住,按下 SB6 按鈕將關閉繼電器 KV4 和 KVB,並打開繼電器 KV5 和 KVH。在這種情況下,KVH 繼電器閉合其在晶閘管轉換器中包含的放大器 U 的供電電路中的觸點,結果,轉換器輸出端的電壓極性發生變化,電機改變方向迴轉。

負載變化時轉速的穩定性由負反饋保證,負反饋由帶LBL勵磁線圈的BR測速發電機實現。電樞 BR 連接到放大器 V 的輸入端。瞬變是通過在晶閘管轉換器電路中使用再生製動來強制實現的。
進給速度可手動和自動調節。為此,設置了 SA 開關。在手動進給速率調節中,速率調節器通過電路 I 和 II 連接到放大器 U。速度控制器 SA1 — SA3 是連接到 MLT 電阻器的面板的開關。
移動動觸點SA1改變通過PU放大器進入脈衝相位控制系統(SPPC)的控制信號,從而改變由橋式整流電路連接的晶閘管的觸發角,從而改變電機M5的速度。
為了通過 SA 開關自動調節 M5 發動機的速度,SA1 與放大器塊 Y 斷開連接,並連接到放大器 Y SA2——軸頸直徑傳感器。此時,SA1開始由SA2供電,SA2是接在穩壓電源IP1上的電位器,由電源切換機構轉動。
當軸頸直徑變化時,電位器SA2的滑塊移動,加在SA1上的控制電壓值發生變化,因此進給速度隨軸頸直徑的變化而變化。速度值應與鋸架坡度相匹配,速度由開關SA3控制。
鋸架傾角傳感器SA3通過電阻R1、R2與穩壓電源IP2相連。結果是應力與鋸架的傾斜角度成正比。該電壓與電機電壓 M5 進行比較,與速度成正比,取自電機電樞並通過整流器 VB 饋送到電阻器 R3,從鋸架傾斜傳感器的輸出電壓中減去該電壓。
電機反轉時,VB 塊保持恆定的參考極性。失配信號通過電阻R4-R6和閉合觸點KV3(自動調節時閉合)饋入中間放大器PU的輸入端。信號被放大並饋送到 PU 輸出,繼電器 KV7 和 KV8 連接到該輸出。它們根據錯誤輸入信號的極性被觸發。
因此,隨著進給速率的增加,從電機移除的電壓增加,失配值為負。在這種情況下,進給速度和鋸架傾斜度之間的關係被打破。來自 PU 放大器的放大輸出信號包括繼電器 KV7,其閉合觸點包括線圈 KM4。
KM4 閉合觸點將 M2 電機“向前”轉動——增加鋸架的傾斜度。同時,通過移動電位器滑塊增加 SA3 的輸出電壓。偏差信號開始減小到零,之後鋸架傾斜度的增加停止。這保持了進給速度和鋸架角度之間的匹配。
控製過程以類似的方式進行,同時降低進給速率,但在這種情況下誤差信號為正號。這會導致繼電器 KV8 接通,以及 KM5 和電機 M2 反轉。隨著進給速度的降低,鋸架的斜度也隨之降低。在調節過程中,驅動觸點 KV7 和 KV8 繞過電阻 R5,這使得強製過程成為可能。
開始切削時,要求切削速度不超過工作進給速度的30%。這是通過以下方式完成的。通過按下按鈕 SB7,繼電器 KV6 通電,其觸點切換到輸出 SA1,從而通過閉合觸點 KV6 向晶閘管轉換器的輸入端提供一個小的控制電壓,從而產生低切割速度.
進給結束後,SB7按鈕斷開,設備進入工作狀態,進給過程中鋸架傾斜自動控制系統的中斷由合閘觸點KV6接入電源電路提供起動線圈 KM4 和 KM5。