用於數控機床的電驅動器
 現代多功能金屬切削機床和工業機器人配備了多電機電力驅動裝置,可沿多個坐標軸移動執行機構(圖 1)。
現代多功能金屬切削機床和工業機器人配備了多電機電力驅動裝置,可沿多個坐標軸移動執行機構(圖 1)。
CNC 機器的操作控制是使用標準系統執行的,這些系統根據以數字形式定義的程序生成命令。構成可編程 CPU 核心的高性能微控制器和單片機的出現,使得在它們的幫助下可以自動執行許多幾何和技術操作,以及對電驅動系統進行直接數字控制和電氣自動化。
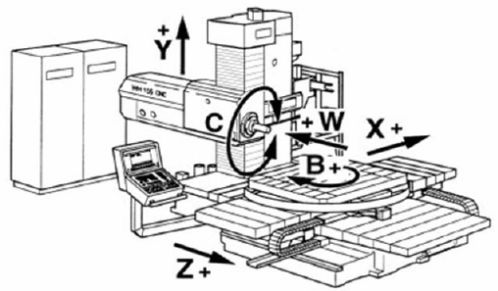
米。一、數控銑床傳動系統
數控機床的電驅動器類型及其要求
切削金屬的過程是靠被加工零件與切削刀具刀片的相互運動來進行的。電力驅動器是金屬切削機床的一部分,旨在通過 CNC 系統執行和調節金屬加工過程。
在加工過程中,通常將在刀具和工件的相互運動期間提供受控切削過程的主要運動,以及有助於設備自動操作的輔助運動(接近和撤回監控工具,更換工具和ETC。)。
主要包括主切削運動,它具有最高的速度和功率,它提供]必要的切削力,以及進給運動,這是使工作體以給定速度沿空間軌跡移動所必需的。為了獲得具有給定形狀的產品表面,機器的工作機構告訴工件和工具以設定的速度和力移動所需的軌跡。電力驅動器為工作體提供旋轉和平移運動,這些運動的組合通過機器的運動學結構提供必要的相互位移。
金屬加工機械的用途和類型在很大程度上取決於製造零件(主體、軸、圓盤)的形狀。多功能機床產生加工過程中所需的刀具和工件運動的能力取決於坐標軸的數量,因此取決於互連的電驅動器的數量和控制系統的結構。
目前,驅動主要是在可靠的基礎上進行的 變頻調速交流電機由數字監管機構進行。使用典型的工業模塊實現不同類型的電力驅動(圖 2)。
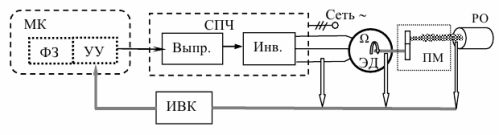
米。 2. 電力驅動的典型功能圖
電驅動塊的最小組成由以下功能塊組成:
-
執行電動機(ED);
-
頻率功率轉換器 (HRC),將工業網絡的電能轉換為所需幅值和頻率的三相電機電源電壓;
-
執行控制單元 (CU) 和任務生成器 (FZ) 功能的微控制器 (MC)。
電源變頻器的工業單元包含一個整流器和一個電源轉換器,它們使用輸出 PWM 開關的微處理器控制來生成具有必要參數的正弦電壓,該電壓由控制設備的信號確定。
用於控制電驅動器運行的算法由微控制器通過生成命令來實現,該命令是根據對任務生成器的信號和從信息計算複合體 (IVC) 接收的數據進行比較的結果,基於對以下數據的處理和分析:來自一組傳感器的信號。
在大多數應用中,電動原動機驅動裝置包含一個帶有鼠籠式轉子繞組的感應電動機和一個齒輪箱,作為旋轉機械傳動到機器主軸。齒輪箱通常設計為具有機電遠程換檔的齒輪箱。主運動的電驅動在一定的轉速下提供必要的切削力,因此調速的目的是保持恆定的功率。
轉速控制的必要範圍取決於加工產品的直徑、材料和許多其他因素。在現代自動化數控機床中,主驅動執行與螺紋切削、不同直徑零件加工等相關的複雜功能。這導致需要提供非常大範圍的速度控制以及使用可逆驅動器。在多功能機中,所需的轉速範圍可以是數千甚至更高。
給料機也需要非常大的速度範圍。因此,在輪廓銑削中,理論上您應該有一個無限的速度範圍,因為最小值在某些點趨於零。加工區內工作體的快速運動往往也是由送料器來完成的,這就大大增加了變速範圍,使驅動控制系統複雜化。
在饋線中,使用同步電機和非接觸式直流電機,在某些情況下還使用異步電機。以下基本要求適用於它們:
-
調速範圍廣;
-
最高速度;
-
高過載能力;
-
定位模式加減速性能高;
-
定位精度高。
在負載變化、環境溫度、電源電壓和許多其他原因變化的情況下,必須保證驅動特性的穩定性。合理的自適應自動控制系統的開發促進了這一點。

機器驅動的機械部分
驅動器的機械部分可以是一個複雜的運動學結構,包含許多以不同速度旋轉的部件。通常區分以下元素:
-
產生扭矩(旋轉或製動)的電動機轉子;
-
機械傳動,t,s。確定運動性質(旋轉、平移)並改變運動速度(減速器)的系統;
-
將運動能量轉化為有用功的工作體。
金屬切削機床主運動的異步驅動跟踪
CNC 金屬加工機床主要運動的現代可調電驅動主要基於帶有籠式轉子繞組的異步電機,這受到許多因素的促進,其中應注意基本信息庫的改進和 電力電子.
交流電機模式的調節是通過使用功率轉換器改變電源電壓的頻率來執行的,這與頻率調節一起改變了其他參數。
跟踪電驅動器的特性在很大程度上取決於內置 ACS 的效率。高性能微控制器的使用為組織電力驅動控制系統提供了廣泛的機會。
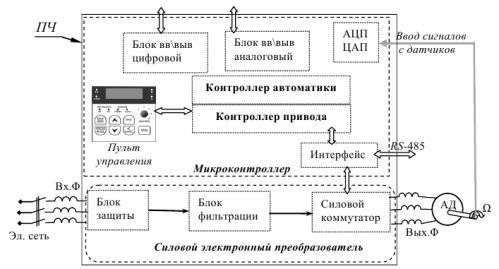
米。 3.採用變頻器的感應電動機的典型控制結構
驅動控制器為調節電動機運行的電源開關生成數字序列。自動化控制器在啟動和停止模式中提供必要的特性,以及設備的自動調節和保護。
計算系統的硬件部分還包括: - 模數和數模轉換器,用於輸入來自傳感器的信號並控制它們的操作;
-
模擬和數字信號的輸入和輸出模塊,配備接口設備和電纜連接器;
-
執行內部模塊間數據傳輸和與外部設備通信的接口塊。
開發商引入的大量變頻器設置,考慮到特定電動機的詳細數據,提供了一定的控製程序,其中可以注意到:
-
多級調速,
-
上限和下限頻率,
-
扭矩限制,
-
通過向電機的其中一相提供直流電進行製動,
-
過載保護,但在過載和過熱的情況下,提供省電模式。
基於非接觸式直流電機的驅動
機床驅動對速度控制範圍、控制特性和速度的線性度有很高的要求,因為它們決定了刀具和零件相對定位的精度,以及它們運動的速度。
動力驅動主要基於具有必要控制特性的直流電機,但與此同時,機械電刷集電器的存在可靠性低、維護複雜且電磁干擾高。
電力電子和數字計算技術的發展促成了它們在電力驅動中被非接觸式直流電機所取代,這使得改善能量特性和提高機床可靠性成為可能。然而,由於控制系統的複雜性,非接觸式電機相對昂貴。
但無刷電機的工作原理是一種直流電機,轉子上有磁電電感器,定子上有電樞繞組。定子繞組的數量和轉子磁體的極數根據電動機所需的特性來選擇。增加它們有助於改善行駛和操控性,但會導致更複雜的發動機設計。
在驅動金屬切削機械時,主要使用具有三個電樞繞組的結構,該結構以多個連接部分的形式製成,以及具有多對磁極的永磁體勵磁系統(圖 4)。
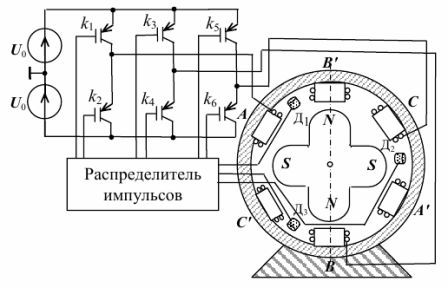
米。 4. 非接觸式直流電機功能圖
由於定子繞組中的電流和轉子的永磁體中的電流所產生的磁通量的相互作用而形成扭矩。通過以直流電提供給定子繞組的適當換向來確保電磁力矩的恆定方向。定子繞組與電源 U 的連接順序通過功率半導體開關執行,當轉子位置傳感器提供電壓時,功率半導體開關在來自脈衝分配器的信號作用下進行切換。
在規範非接觸式直流電機電驅動運行模式的任務中,區分了以下相互關聯的問題:
-
通過影響可用於測量的物理量來開發控制機電轉換器的算法、方法和手段;
-
利用自動控制的理論和方法創建自動驅動控制系統。
基於步進電機的電液驅動
在現代機床中,聯合電液驅動 (EGD) 是半常見的,其中來自電子 CNC 系統的離散電信號由同步電動機轉換為軸旋轉。電動機(EM)在CNC系統驅動控制器(CP)的信號作用下產生的扭矩,是通過機械傳動(MP)連接到執行機構(IO)的液壓放大器的輸入值機床(圖 5)。

米。 5. 電液驅動功能方案
通過輸入變換 (VP) 和液壓閥 (GR) 控制電動機轉子的旋轉會導致液壓馬達軸 (GM) 旋轉。為了穩定液壓放大器的參數,通常採用內部反饋。
在具有啟停性質的運動或連續運動的機構的電力驅動中,步進電機(SM)得到了應用,它被歸類為同步電機的一種。脈衝激勵步進電機最適合用於 CNC 控制的直接數字控制。
轉子在每個脈衝的特定旋轉角度間歇(逐步)運動使得可以獲得足夠高的定位精度,並且速度變化範圍非常大,幾乎為零。
當您在電力驅動器中使用步進電機時,它由包含邏輯控制器和開關的設備控制(圖 6)。

米。 6.步進電機控制裝置
在n通道選擇控制命令的作用下,CNC驅動控制器產生數字信號控制功率晶體管開關,按要求的順序將直流電壓連接到定子繞組。為了在一步中獲得較小的角位移值α=π/p,將具有大量極對數p的永磁體放置在轉子上。