電動機的加熱和冷卻
 正確確定各種金屬切削機床、機構和機器的電動機功率非常重要。如果動力不足,就不可能充分利用機器的生產能力來執行計劃的工藝過程。如果功率不足,電動機會過早失效。
正確確定各種金屬切削機床、機構和機器的電動機功率非常重要。如果動力不足,就不可能充分利用機器的生產能力來執行計劃的工藝過程。如果功率不足,電動機會過早失效。
高估電動機的功率會導致系統充電不足,從而導致電動機使用不充分、運行效率低和功率因數小(對於異步電動機)。此外,當發動機功率被高估時,資本和運營成本會增加。
操作機器所需的功率,以及因此由電動機產生的功率,在機器操作期間發生變化。電動機上的負載可以通過負載圖(圖 1)來表徵,它是電機軸的功率、扭矩或電流對時間的依賴性。工件加工完成後,停機,測量工件,更換工件。然後再次重複加載計劃(當處理相同類型的零件時)。
為確保在這種可變負載下正常運行,電動機必須在加工過程中產生所需的最高功率,並且根據此負載計劃在連續運行期間不會過熱。電動機的允許過載由其電氣特性決定。
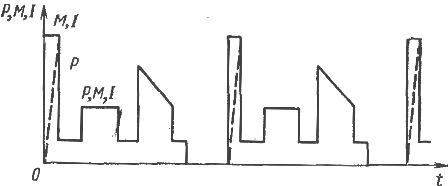
米。 1.加工同類零件時加載進度表
當發動機運轉時, 能量(和功率)損失導致它升溫。電動機消耗的部分能量用於加熱其繞組,用於加熱電機的磁路 遲滯 和渦流攜帶摩擦和空氣摩擦。繞組的熱損耗與電流的平方成正比,稱為變量 (ΔРtrans)... 電機中的剩餘損耗在一定程度上取決於其負載,通常稱為常數 (ΔРpos)。
電動機的允許發熱由其結構中最不耐熱的材料決定。這種材料是其線圈的絕緣層。
以下用於絕緣電機:
• 棉和絲綢織物、紗線、紙張和未浸漬絕緣化合物的有機纖維材料(耐熱等級U);
• 相同的材料,浸漬(A 類);
• 合成有機薄膜(E 類);
• 石棉、雲母、玻璃纖維和有機粘合劑製成的材料(B 類);
• 相同,但使用合成粘合劑和浸漬劑(F 類);
• 相同的材料,但含有矽粘合劑和浸漬劑(H 類);
• 不含粘合劑或含有無機粘合劑的雲母、陶瓷、玻璃、石英(C 類)。
絕緣等級U、A、E、B、F、H分別允許最高溫度為90、105、120、130、155、180℃。C級的極限溫度超過180℃,受絕緣材料性能限制用料。
電動機負載相同,在不同的環境溫度下,其發熱會不均勻。環境的設計溫度t0為40°C。在這個溫度下,電動機的標稱功率值被確定。電動機的溫度升高超過環境溫度稱為過熱:

合成絕緣材料的使用正在擴大。特別是,矽絕緣材料可確保電機在熱帶條件下運行時的高可靠性。
發動機不同部位產生的熱量不同程度地影響絕緣體的加熱。此外,熱交換發生在電動機的各個部件之間,其性質根據負載條件而變化。
電動機各個部件的不同加熱以及它們之間的熱傳遞使過程的分析研究複雜化。因此,為簡單起見,有條件地假設電動機是熱均勻且無限導熱的物體。一般認為,電動機釋放到環境中的熱量與過熱度成正比。在這種情況下,熱輻射可以忽略不計,因為電機的絕對加熱溫度很低。在給定的假設下考慮電動機的加熱過程。
電動機工作時,在時間dt內放出熱量dq。該熱量 dq1 的一部分被電動機的質量吸收,結果電動機的溫度 t 和過熱 τ 增加。剩餘的熱量 dq2 從發動機釋放到環境中。因此等式可以寫成
隨著發動機溫度升高,熱量 dq2 增加。在一定的過熱值下,電動機釋放的熱量將與環境中釋放的熱量一樣多;則 dq = dq2 和 dq1 = 0。電動機的溫度停止升高,過熱達到穩定值 τу。
在上述假設下,方程可以寫成如下形式:

其中 Q 是由於電動機損耗引起的熱功率,J / s; A——來自發動機的傳熱,即發動機與環境溫差1oC時,單位時間內發動機釋放到環境中的熱量,J/s-deg; C是電機的熱容量,即使發動機溫度升高 1°C 所需的熱量,J/deg。
分離方程中的變量,我們有
我們在從零到某個時間 t 的當前值的範圍內對等式左側進行積分,在從電動機的初始過熱 τ0 到當前過熱值 τ 的範圍內對等式右側進行積分:
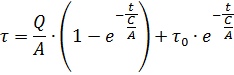
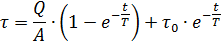
求解 τ 的方程式,我們得到用於加熱電動機的方程式:
讓我們表示 C / A = T 並確定該比率的維度:

米。 2. 表徵電動機發熱的曲線
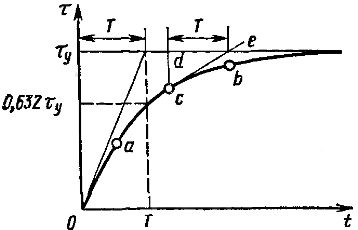
米。 3、加熱時間常數的確定
稱為量T,它具有電動機加熱時間常數的時間量綱。根據這個符號,加熱方程可以改寫為
從等式中可以看出,當我們得到 — 穩態過熱值。
當電動機上的負載發生變化時,損耗量會發生變化,因此 Q 值也會發生變化。這會導致 τу 值發生變化。
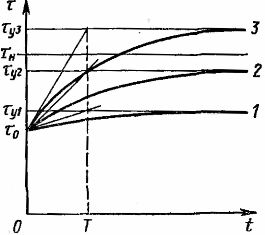
在圖。圖 2 顯示了對應於不同負載值的最後一個方程的加熱曲線 1、2、3。當 τу 超過允許的過熱值 τn 時,電動機的連續運行是不可接受的。從等式和圖表(圖 2)可以看出,過熱度的增加是漸近的。
當我們將值 t = 3T 代入等式時,我們得到的 τ 值大約僅比 τy 小 5%。因此,在時間 t = 3T 期間,實際上可以認為加熱過程已完成。
如果在加熱曲線的任意點(圖 3)繪製加熱曲線的切線,然後通過同一點繪製垂直線,然後在刻度上在切線和垂直線之間閉合的漸近線段 de橫坐標軸的等於T。如果我們在方程中取Q = 0,我們得到電機冷卻方程:

冷卻曲線如圖 1 所示。 4,對應於這個等式。
加熱的時間常數取決於電動機的大小及其對環境影響的保護形式。對於打開和保護的小功率電動機,加熱時間為 20-30 分鐘。對於封閉式大功率電動機,達到2-3小時。
如上所述,所陳述的電動機加熱理論是近似的並且基於粗略的假設。因此,實驗測量的加熱曲線與理論曲線有很大差異。如果,對於實驗加熱曲線的不同點,如圖所示的結構。 3、事實證明T的值隨著時間的增加而增加。因此,根據該等式進行的所有計算都應視為近似值。在這些計算中,建議使用以圖形方式確定的常數 T 作為加熱曲線的起點。這個 T 值是最小的,並且在使用時提供一定的發動機功率餘量。
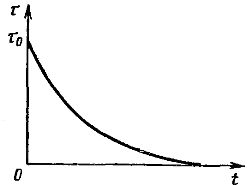
米。 4.發動機冷卻曲線
實驗測量的冷卻曲線與理論曲線的差異甚至超過加熱曲線。由於在沒有通風的情況下熱傳遞減少,對應於發動機關閉的冷卻時間常數明顯長於加熱時間常數。