通過絞合連接和分支電線
 通過絞合連接電線的方法實施起來簡單,但需要後續焊接連接。絞合時,電線的接觸點很少,當電流通過連接時,觸點會過熱,從而引起火災。因此,不允許在不焊接的情況下通過絞合來連接電線。焊接確保電接觸的可靠性和所需的機械強度。
通過絞合連接電線的方法實施起來簡單,但需要後續焊接連接。絞合時,電線的接觸點很少,當電流通過連接時,觸點會過熱,從而引起火災。因此,不允許在不焊接的情況下通過絞合來連接電線。焊接確保電接觸的可靠性和所需的機械強度。
我收到 高質量焊接 需要選擇合適的焊料,去除連接接觸面的氧化膜。連接銅線時,在焊接前去除氧化膜,連接鋁線時 - 在焊接過程中去除。
焊點的加熱溫度應比焊料和助焊劑的熔化溫度高30—50℃。低溫導致所謂的“冷焊”,其機械強度低並產生不可靠的電接觸。
焊接時烙鐵不能過熱。在這種情況下,松香開始燃燒,而不是清潔表面,而是污染表面。為避免損壞絕緣層,2-3 毫米長的鐵芯部分在切割前未鍍錫。
焊接鋁線的一個特點是,在焊接過程中,連接線表面的氧化膜在一層熔融焊料下被機械去除或化學去除——通過使用特殊的助焊劑,在一定的溫度下破壞氧化膜溫度。焊接結束時,仔細清除殘留的助焊劑,因為它們會導致觸點斷開。
由於可能腐蝕,不建議在潮濕空氣中焊接鋁線。焊點通過保護罩防止受潮。
單芯和多芯銅線PR、PRVD、PRD的連接和分支用於捲筒和絕緣子的明線佈線。當接線盒沒有帶接觸夾的插入件時,此方法也用於帶有扁平導體 PPV 等的電氣佈線。
接線方法如圖 1 所示。
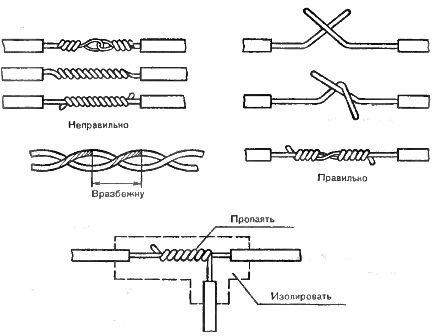
米。 1. 絞線連接和分支方法
連接兩根導線,需要將載流導線的導線絞緊,並使導線交叉。左線的末端繞右線 6-8 圈,右線的末端也繞左線 6-8 圈,但方向相反。
雙絞接頭應至少為連接線直徑的10-15倍。用用 POS-3O 或 POS-40 焊料焊接的鉗子壓接接頭。焊接絞線沿連接的整個長度絕緣,必須捕獲電線未清潔的絕緣層。兩根雙絞線的連接是隨機進行的。
焊接鋁是用烙鐵和焊料 A 完成的。如果使用其他焊料,則使用噴燈。焊料A耐腐蝕,便於焊接和鍍錫。當用焊料摩擦電線時,鋁的氧化膜會被機械破壞,因此焊接時不需要助焊劑。
焊接截面為2.5—10mm2的單線鋁導體時,採用帶槽的雙絞形式進行連接和分支。從芯上去除絕緣層,用砂紙打磨成金屬光澤,用雙絞線重疊以形成芯相交處的凹槽。
用噴燈或烙鐵將接頭加熱到芽開始熔化的程度。用烙鐵A用力摩擦一側的凹槽。由於摩擦,薄膜剝落,凹槽被焊料填滿。同樣,另一側的凹槽填充焊料。冷卻後,分離出加撚化合物。